Power Drawbar - PCNC 1100
Purpose
This document details installation of the Power Drawbar on the PCNC 1100 mill.

Qty. | PCNC 1100 Power Drawbar | PN |
2 | 1/4 in. Plastic Tube: 112 mm | 31457 |
1 | 1/4-20 × 1 Screw, Flat Washer, and Nut | 31331 |
2 | 105A Wire Labels | — |
2 | Air Fitting: Elbow | 31324 |
2 | Air Fitting: T-connector | 31325 |
1 | Cable Carrier End Bolt, Washer, and Lock Washer | — |
1 | Control Assembly | 31470 |
1 | Cylinder Assembly | 31380 |
1 | Drawbar | 31320 |
1 | Drawbar Bushing | 31330 |
1 | Eccentric Mounting Post | 31316 |
1 | Leg Bracket | 31318 |
1 | M6 × 25 mm Screw and Flat Washer | 32371 |
1 | M6 × 45 mm Screw and Lock Washer | 31332 |
4 | M16 Flat Washer | 31445 |
1 | Pendant | 31471 |
1 | Plastic Mount Tab | 31460 |
1 | Sheet Metal Screw | 31718 |
1 | Spanner Pin Wrench | 31118 |
1 | Spindle Flange and Set Screw | 31321 |
8 | Spring Washers | 31319 |
1 | Thread Seal Tape | — |
1 | Wire Tie | 31719 |
NOTE: If any of these items are missing, contact Tormach Customer Service for a replacement at (608) 849-8381.
Required Tools
This procedure requires the following tools. Collect them before you begin:
1/4-20 tap (for older machines)
7/16 in. wrench or socket
16 mm wrench
24 mm wrench
Drill bits (for older machines):
#7 drill bit
#29 drill bit (for older machines)
5/32 drill bit (for older machines)
Hammer and chisel or hand grinder (for older machines)
Large adjustable wrench
Loctite (or similar thread lock)
Metric hex key wrench set or hex socket set
Multi-purpose grease
Power drill
Small adjustable wrench
Before You Begin
Air Requirements
Verify that your setup meets the following air requirements:
Air Supply: The Power Drawbar requires an operating range between 90 psi and 120 psi. If supply exceeds 120 psi, you must use a regulator.
Dry Air: We recommend you use a filter, desiccator, or compressed air dryer between the compressor and Power Drawbar to verify that the air is dry.
Lubricated Air: Air should be lubricated with common air tool oil. Use the FRL Filter-Regulator-Lubricator (PN 32457) or similar for this purpose. Refer to the product’s documentation for more information on installation and use.
Electrical Requirements
When the Power Drawbar is used in combination with the Automatic Tool Changer (ATC), power is provided internally. Otherwise, the unit’s power requirements are 115-230 Vac.
Power Drawbar Cylinder Assembly
Find the four provided air fittings (see Figure 1).

Figure 1
Completely wrap the threads of the four air fittings with the provided thread seal tape.
Put the power drawbar cylinder on a flat surface as shown in Figure 2.
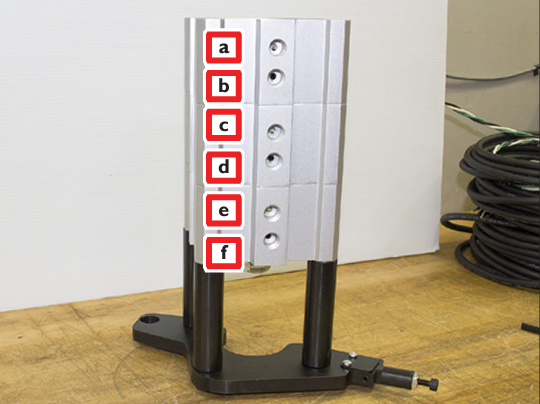
Figure 2
Install the air fittings in the power drawbar cylinder in the order specified, from top to bottom (see Figure 2 and Figure 3):
T-connector
(empty)
T-connector
(empty)
Elbow connector
Elbow connector
When complete, verify that your power drawbar cylinder matches Figure 3.
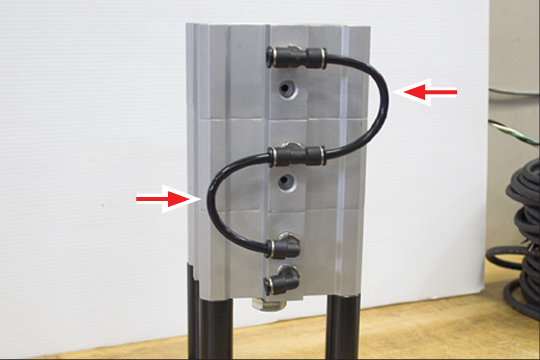
Figure 3
Find the two provided 112 mm 1/4 in. Plastic Tubes.
While facing the power drawbar cylinder, put one plastic tube between the left sides of both T-connector air fittings as shown in Figure 3.
Put the remaining plastic tube between the right sides of the T-connector air fitting and the elbow connector air fitting in as shown in Figure 3.
Disassembly
Power off the mill according to the Power Off/On Procedure detailed below.
 WARNING! Electrical Shock Hazard: Be sure to power off machine before making any electrical modifications. Failure to do so may result in serious injury or death.
WARNING! Electrical Shock Hazard: Be sure to power off machine before making any electrical modifications. Failure to do so may result in serious injury or death.
Power Off/On Procedure | ||
Power Off | 1. Push in the red Emergency Stop button. |  |
2. From the PathPilot interface, select Exit. Then, select OK to power off. | ||
3. Turn the Main Disconnect switch to the Off position (see image at right). | ||
Power On | 1. Turn the Main Disconnect switch to the On position (see image at right). |  |
2. Twist the red Emergency Stop button clockwise to release. | ||
3. Press the green Start button. | ||
4. From the PathPilot interface, select Reset. | ||
Remove the spindle door Interlock Tab (see Figure 4).
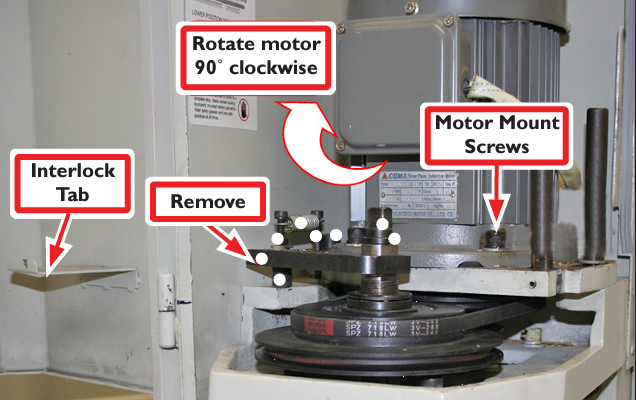
Figure 4
On Newer Machines This is bolted; unbolt and remove it.
On Older Machines This is welded; removed it with a hammer and chisel (or similar).
NOTICE!: If you use a chisel, it could leave visual marks on the front face of the door. Work slowly to avoid machine damage.
Remove and discard the existing spindle lock, spring, spacers, pin, and fasteners that are indicated by white dots in Figure 4.
NOTE: If the pin is difficult to remove, cut it off flush at its base.
Remove the existing drawbar and drawbar bushing, if equipped.
For Older PCNC 1100 Mills Remove the four Motor Mount Screws with a hex extension and rotate the spindle motor 90˚ clockwise (see Figure 4). Re-install the Motor Mount Screws.
Verify that the spindle motor is facing the interior of the cabinet.

Figure 4
Loosen the Phillips screw on the pulley retention nut, then remove the Pulley Nut with the provided Spanner Pin Wrench as shown in Figure 6. Discard the Pulley Nut.
NOTE: Some nuts may not fit the Spanner Pin Wrench. You can also use a large channellock or locking pliers.
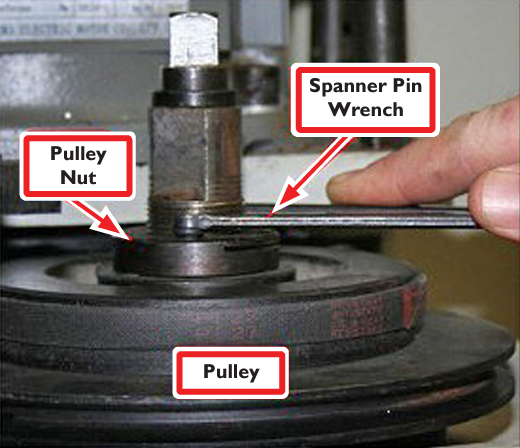
Figure 6
Inspect the top face of the Pulley for rust or other debris and, if necessary, clean it.
Mechanical Assembly
Thread the Spindle Flange onto the spindle and use the Spanner Pin Wrench to securely tighten (see Figure 7).
Put Loctite on the Spindle Flange Set Screw and securely tighten (see Figure 7).
NOTE: The set screw is already recessed in the Spindle Flange; fully tighten the screw once the flange is in position.
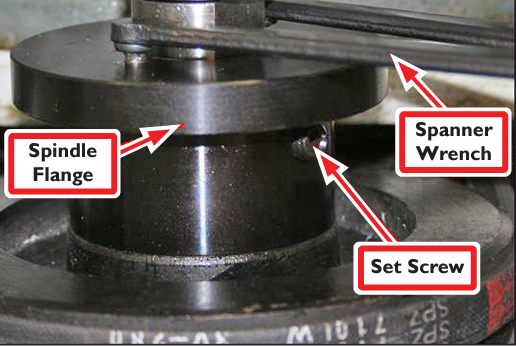
Figure 7
Put the Power Drawbar, Spring Washers and Drawbar Bushing (see Figure 8). Insert an empty Tormach Tooling System (TTS)® collet into the spindle and thread in the Power Drawbar. Hand tighten the Power Drawbar. Then, insert a TTS tool holder into the collet and, with the wrench, tighten the Power Drawbar two turns.
Put multi-purpose grease to the areas shown in Figure 8.
NOTICE! After the initial installation, you must complete a final pre-load adjustment (for information, see Spring Washer Pre-Load Adjustment). If you don’t, it could result in tool pull-out.
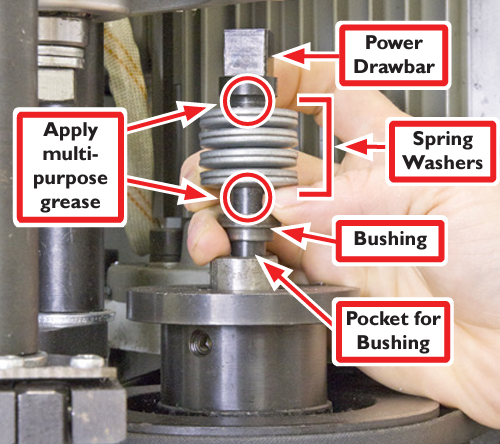
Figure 8
NOTE: Some older machines will not use the included bushing because they don’t have the pocket as indicated in Figure 8. See Figure 9 for proper spring washer orientation.
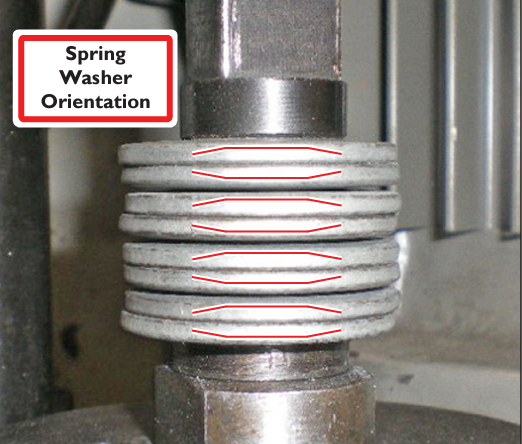
Figure 9
Mount the Eccentric Mounting Post to the pre-existing hole formerly used to mount the spindle lock plate with M6 x 45 mm Screw and Lock Washer (see Figure 10).
Do not tighten the screw at this time.Put multi-purpose grease on the area shown in Figure 10.
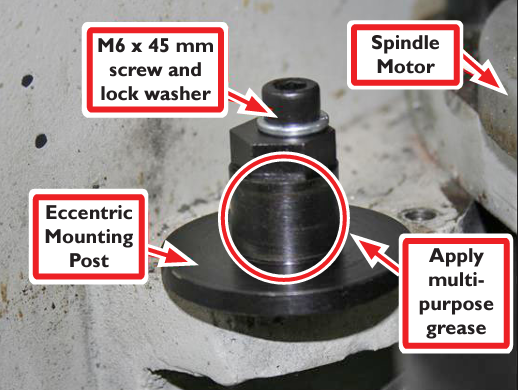
Figure 10
Mount the Leg Bracket as follows (see Figure 11):
Pre-Drilled/Tapped Hole Use the M6 x 25 mm Screw and Flat Washer.
No Pre-Drilled/Tapped Hole Use the 1/4- 20 Screw and Flat Washer.
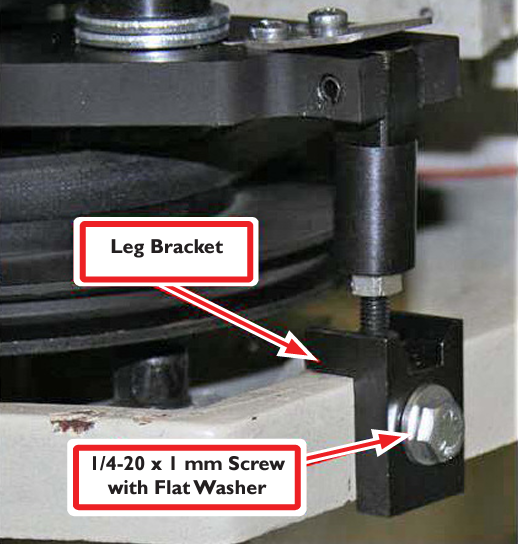
Figure 11
Use the Leg Bracket as an alignment tool to mark the center of the bracket mounting hole.
NOTE: Depending on the age of mill, the pre-drilled and tapped hole may not provide proper alignment, and drilling a second hole may become necessary. Before drilling a second hole, test the alignment (see Figure 14 and Figure 15). If proper alignment is not achieved with the pre drilled and tapped hole, this step is necessary.
Move the Leg Bracket to the vertical position (see Figure 12).
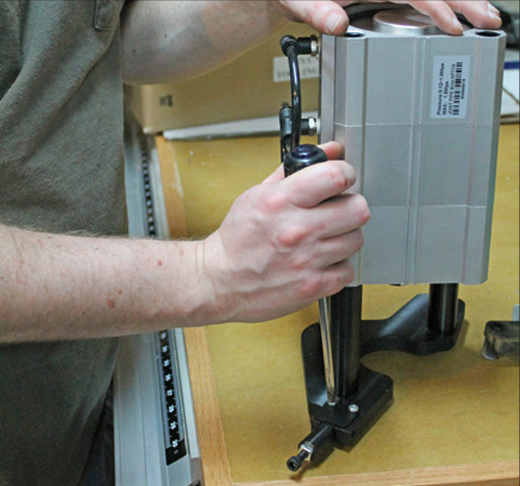
Figure 12
Move the air Cylinder Assembly over the Eccentric Mounting Post as shown in Figure 13.
Adjust the Leveling Screw until the Cylinder Assembly is close to level (see Figure 13). Tighten the Leveling Screw jam nut.
With the cylinder in the retracted position, there should be a small gap between the Hex Head Screw and the top of the Drawbar (see Figure 13). If there is no gap, remove one M16 Flat Washer from the cylinder rod.
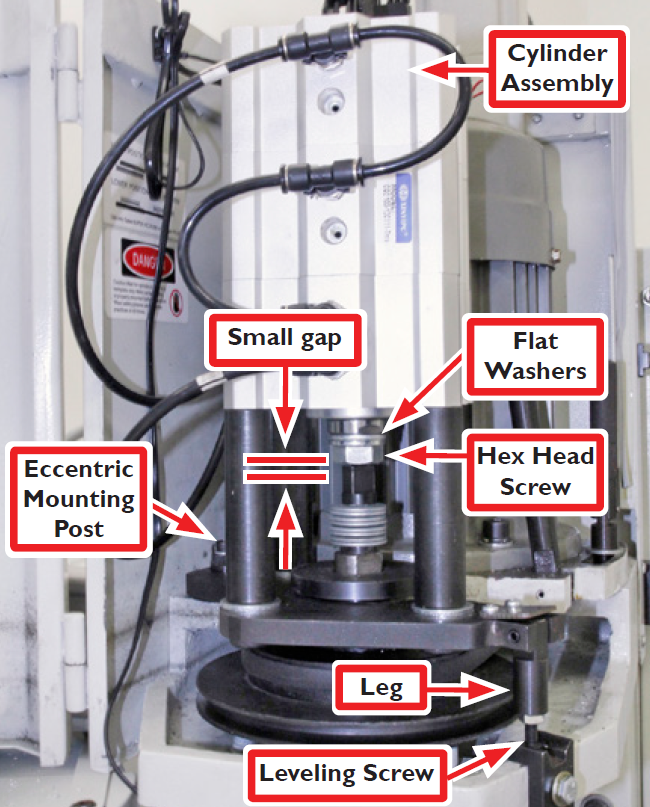
Figure 13
NOTE: Four extra flat washers are provided. If necessary, place the washers under each mounting post to further adjust the small gap between the hex screw and the top of the Power Drawbar.
IMPORTANT! Verify that the Hex Head Screw is tight on the cylinder rod when complete.
The cylinder must be centered over the Power Drawbar for proper operation – the Eccentric Mounting Post is designed for this purpose.
Rotate the eccentric with a 16 mm wrench to tweak the position of the Cylinder Assembly so that the cylinder is visually centered over the Power Drawbar. When the adjustment is complete, tighten the M6 × 45 mm cap screw on Eccentric Mounting Post (see Figure 14).
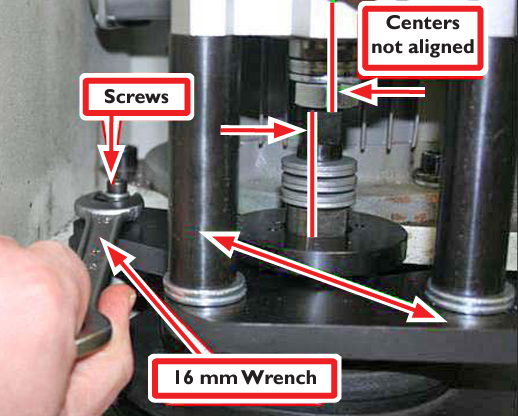
Figure 14
NOTE: Six spring washers are shown in Figure 15. This photo is intended to show correct alignment only. Eight Spring Washers are provided.
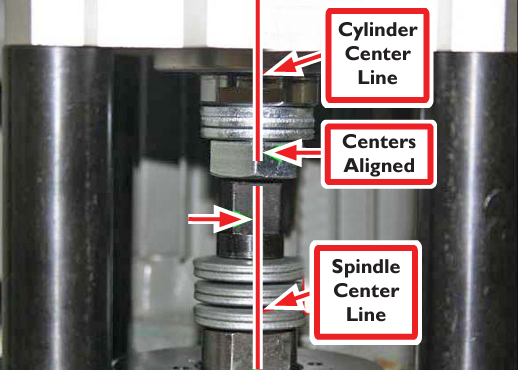
Figure 15
Control Assembly
If you have an (optional) Automatic Tool Changer (ATC), install it now. Refer to that product’s documentation for information.
NOTE: You might find it easier to do the following steps with the mill moved away from walls and other obstructions.
Remove the existing Z-axis motor mount cover, and set it aside with its screws.
Move the Control Assembly’s blue wires down the access hole (see Figure 16).
NOTE: Keep the ends of the wires with the white connector toward the top, and move the spade ends down through the column. It may be useful to tape the ends together.
Thread the wires down through to the column access hole to the inside of the main electrical cabinet (see Figure 16).
IMPORTANT! During operation, wires must not come in contact with the ball screw and Z-axis motor coupling. After installation, you must confirm that these wires are out of the way. This does not apply inside the column — only inside the motor mount.
NOTE: Before you terminate the free ends, twist the blue wires together approximately a dozen twists.
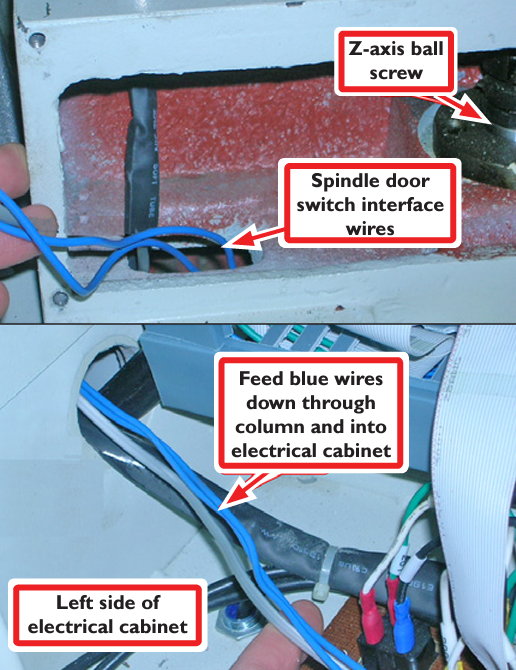
Figure 16
Electrical Connections
Older machines are equipped with a Screw Terminal Strip, while newer machines have a Terminal Block. Identify the connection type in electrical cabinet specific to your machine as shown in Figure 17.
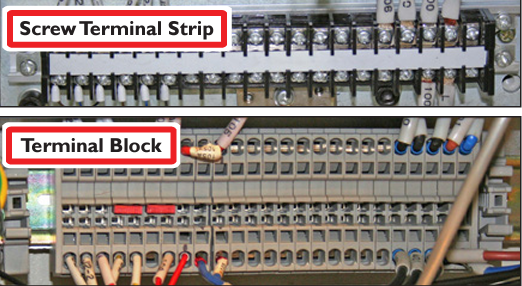
Figure 17
NOTE: For both the terminal block and strip, the wiring numbers and layout shown in Figure 18 are the same.
Following the instructions in Figure 18, put the new spindle door wires in series with the spindle door switch circuit. Some wiring configurations may appear different than shown, but wire numbers and layout are all the same.
NOTE: You may want to record the wiring changes in the machine’s operator’s manual.
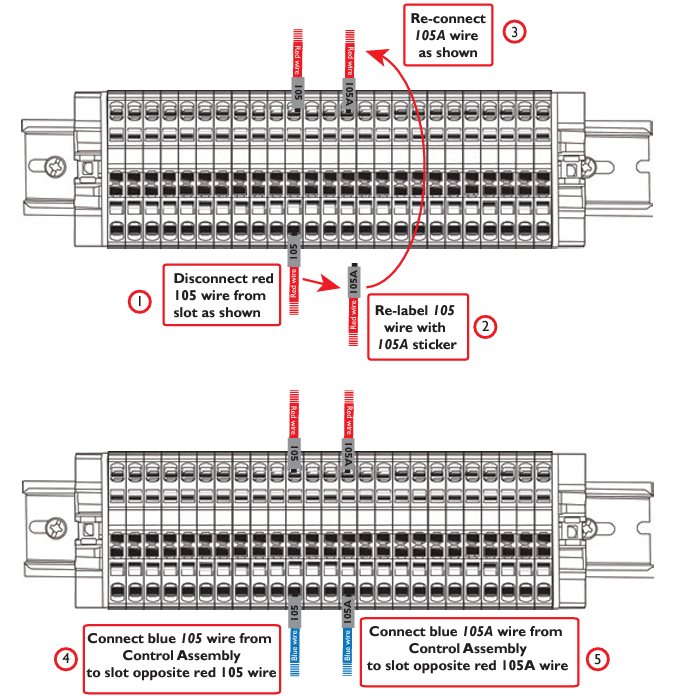
Figure 18
If your machine has a terminal block, connect the wires:
Slowly insert the end of a small, flat-head screwdriver into the slot above or below the selected wire connection site (see Figure 19).
Pry the terminal clip open carefully. Then, insert the wire into the terminal block.
Slowly remove the screwdriver.
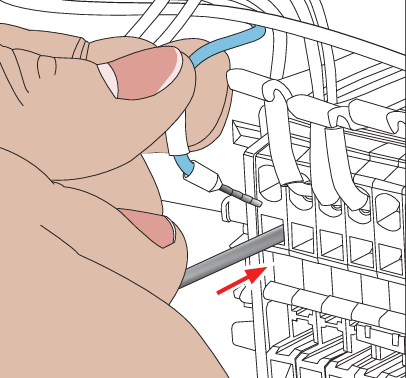
Figure 19
Connect the blue wires to the inside of the Power Drawbar control box (see Figure 20).
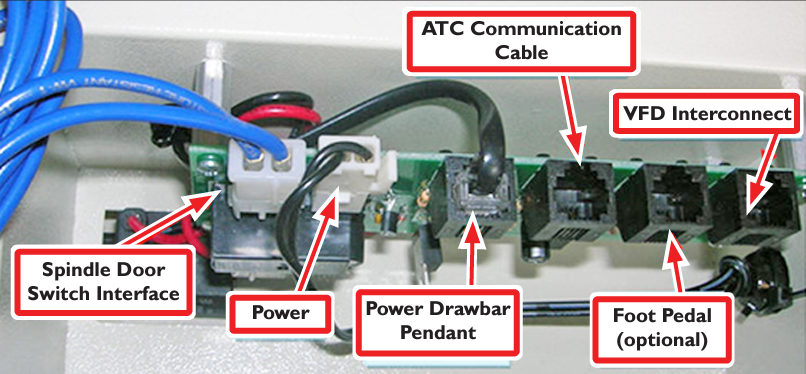
Figure 20
NOTE: This photo is for reference only. The units are pre-wired.
Remove the Z-axis motor cover plate from the column. Mount the main control box to Z-axis motor mount using the screws set aside earlier.
NOTE: The holes may not line up on some earlier models. The holes in the box or the tapped holes in the mount may need to be re-drilled. The Power Drawbar is supplied with a 1/4-NPT connection point (see Figure 21). External air connections are not included. Do not apply air pressure at this time. Do not exceed maximum pressure rating of 120 psi.
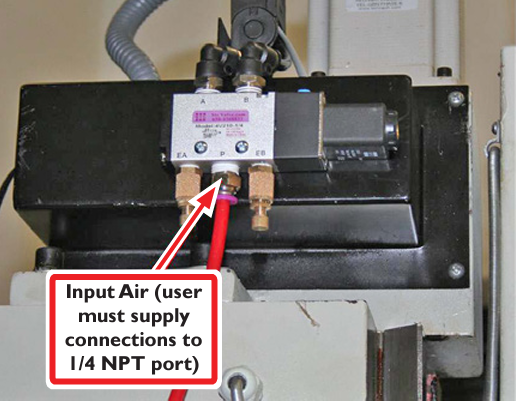
Figure 21
Position the free end of the flexible hose/wire carrier to the inside of the spindle guard.
Mark the hole and drill through with a 9/32 in. drill bit.
Mount the free end of the carrier with the Carrier Cable End Bolt with Washer and Lock Washer as shown in Figure 22 and inset.
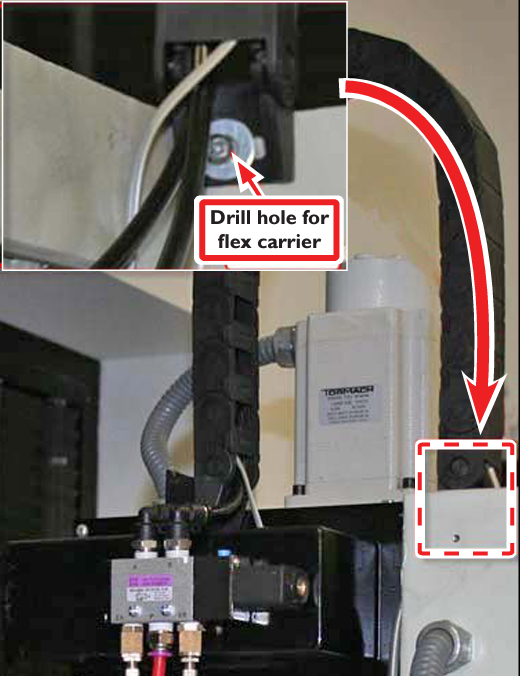
Figure 22
NOTICE! Be cautious of lubrication lines that may run on the back side of the spindle guard.
Mount the Pendant to the spindle head with the double-sided tape that’s on the back of the Pendant (see Figure 23 inset).
Route the pendant’s wire as shown in Figure 23.
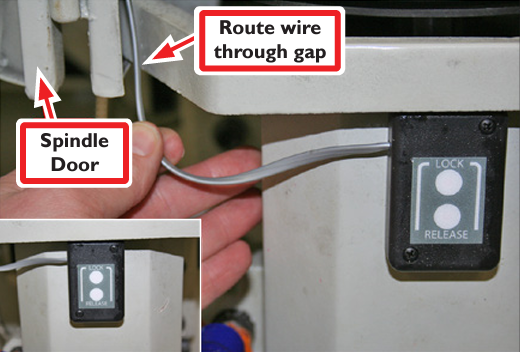
Figure 23
Drill a hole in the upper portion of the spindle cover’s left wall with a #29 drill bit (see Figure 24 inset).
Mount the Plastic Mount Tab with the included Sheet Metal Screw.
Route the air hoses and excess pendant wire through the Wire Tie and tighten (see Figure 24).
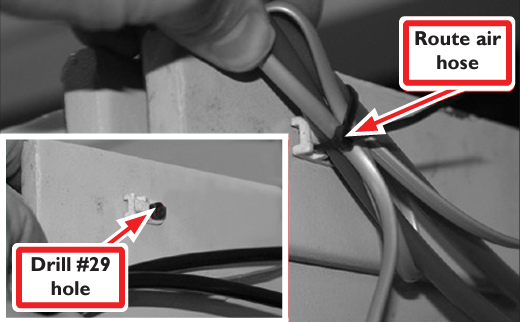
Figure 24
Connect the air hoses to the cylinder (see Figure 25).

Figure 24
Plug the power cord into any 120 Vac outlet.
Operation
Air Pressure
The minimum system air pressure is 90 psi. Maximum allowable air pressure is 120 psi. Air should be dry and lubricated with air tool oil.
Pendant Control
 WARNING! Ejection Hazard: Tooling could become a dangerous projectile. Do not press Pendant buttons before the spindle has come to a complete stop. Do not press the Pendant’s buttons without one hand on the tool holder. Failure to do so could result in death, serious injury, and/or machine damage.
WARNING! Ejection Hazard: Tooling could become a dangerous projectile. Do not press Pendant buttons before the spindle has come to a complete stop. Do not press the Pendant’s buttons without one hand on the tool holder. Failure to do so could result in death, serious injury, and/or machine damage.
With one hand on the tool holder, press and hold Release to activate the power drawbar and release the tool holder in the spindle (see Figure 26); insert a new tool holder. Release the button to clamp the new tool holder in the spindle. The power drawbar automatically reverts to clamp mode when the button is released.

Figure 26
It is best to either:
Leave the tool in the collet wile the power drawbar is in the clamped position
Leave the power drawbar in the unclamped position while there is no tool in the collet
Retracting the power drawbar to the clamped position with no tool in the collet will eventually fatigue the collet, and may shorten its service life.
The Lock button is used in the event that two hands are needed to insert a tool holder. The Lock button works much like a lock button on a hand drill – when activated, it holds the Power Drawbar in the release position without the need to hold the Release button. To activate the lock, push and hold Release, then push and release Lock. To deactivate the lock, push Lock.
NOTE: The power drawbar reverts to the clamped position in the event of an air pressure loss and in the event of a power loss.
Changing the Spindle Belt
Pivot the support leg to the horizontal position.
Pivot the Cylinder Assembly out of the way.
Perform the belt change (for more information, refer to mill’s Operator’s Manual.
Reposition the Cylinder Assembly.
Lower the support leg.
Changing to R8 Collet
Follow the instructions above to move the Cylinder Assembly out of position. Loosen the Power Drawbar from the spindle using two wrenches: one on the spindle, the other on the Power Drawbar. It may be useful to mark the rotational position of the Power Drawbar to avoid the need to re-adjust the Power Drawbar tension. If needed, the entire Cylinder Assembly can be easily removed from the mill by removing air pressure, disconnecting the air lines, and lifting the Cylinder Assembly off the Eccentric Mounting Post.
Initial Setup Adjustment
The purpose of this adjustment is to set the highest possible pre-load, while still allowing the power drawbar cylinder to release the tool.
Spring Washer Pre-load Adjustment
IMPORTANT! After initial installation, you must check spring washer pre-load regularly. If you don’t, it could result in tool pull-out.
Insert a TTS collet and thread in the Power Drawbar.
Install a TTS tool holder in the collet (use a holder without a tool installed).
Tighten the Power Drawbar to approximately the same torque normally used to tighten a manual drawbar system with a standard drawbar wrench and a 13/16 in. wrench.
Actuate the Power Drawbar: push the Release button. If the tool releases, go to step 5; if it doesn’t, go to step 6.
Tighten the Power Drawbar with a standard drawbar wrench and a 13/16 in. wrench in quarter-turn increments, pushing the Release button after each increment until the tool holder doesn’t release.
Loosen the Power Drawbar a quarter-turn using two large adjustable wrenches; push Release. The tool holder releases.
NOTE: If the tool holder doesn’t release, repeat Steps 5 through 6.
Put witness marks on the Power Drawbar head and the spindle body with a paint pen (or similar) to maintain a visual reference of the correct adjustment.
Performance Expectations
The Power Drawbar is designed to provide more than sufficient tool holding force in normal situations. Machining practices outside of these situations may result in tool holder pullout.
Avoid these conditions:
High chatter machining
High cutter engagement (chip load) combined with high helix angle cutter geometries
Exhaust Valve Adjustment
The air valve in this system has two adjustable choked exhaust ports. Adjusting these ports changes the rate at which air exits the system. Tightening the screw slows air flow (and motion), while loosening the screw increases flow (and motion). The retract can be adjusted for fast motion, but the extend should be a bit slower (see Figure 27). If this is adjusted too tight, no flow occurs and the cylinder likely will not move. If these are adjusted too loose the cylinder moves too fast and impacts the drawbar with more speed than is needed, increasing wear and tear on the system.
Proper adjustment makes motion smooth and solid; no banging and no sluggishness.
NOTE: Verify that the jam nuts are tightened when adjustment is complete.
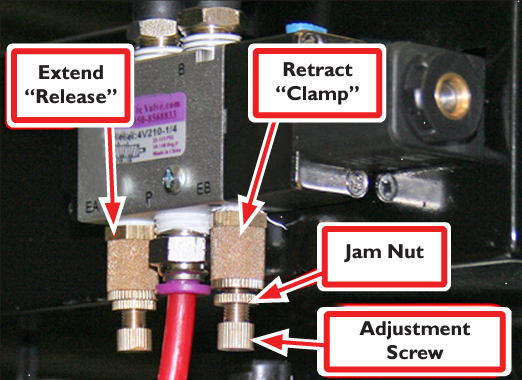
Figure 27
General Maintenance
Prevent premature component failure and provide smooth motion during actuation: use pressurized air that has been lubricated with common air tool oil.
Grease the following items once every 5000 cycles or six months, whichever comes first:
Top of the Power Drawbar (under the drawbar flange and the spring washers)
Eccentric pivot mount
Inspect all spring washers, which are wear items, once a month for cracks. Replace any damaged components with Power Drawbar Spring Washer (PN 31319).
Follow the Exhaust Valve Adjustment procedure earlier in this document to increase the life of spring washers.
The TTS collet and drawbar are wear items, and using the power drawbar may cause these items to wear faster than with a manual drawbar. When required, replace the following components:
R8 Drawbar for PCNC 1100 Power Drawbar (PN 31320)
TTS Adapter Collet: R8 (PN 35356)
Power Drawbar Spring Washer (PN 31319)
Power Drawbar Cylinder Rebuild Kit (PN 32093)
Optional Accessories
Foot Pedal Kit
The Power Drawbar Foot Pedal Kit (PN 31728) provides foot activation for hands-free operation.
Remove the Power Drawbar electrical housing (see Figure 28).
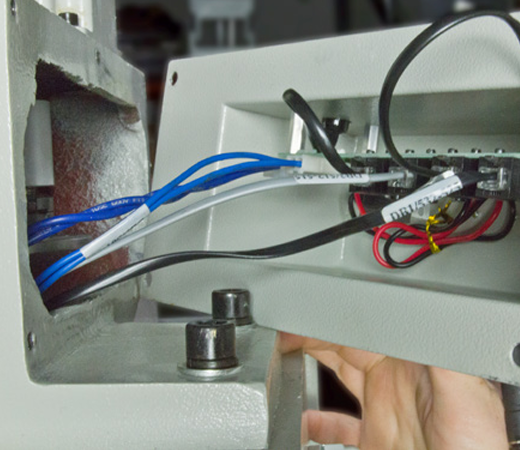
Figure 28
Identify and remove the Grommet on the Drawbar Power Wire (see Figure 29) and discard.
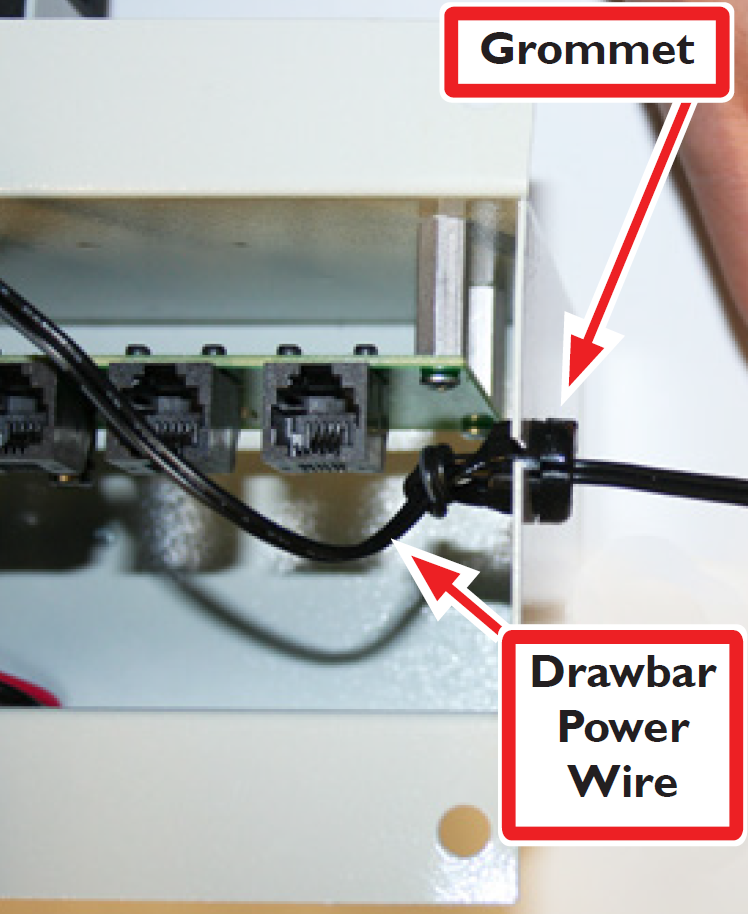
Figure 29
NOTE: Some earlier models may not include the Grommet.
Carefully cut wire tie used to attach the extra Grommet to the Foot Pedal Cable. Then, clip the Grommet back onto the cord and insert it in the housing (see Figure 30).
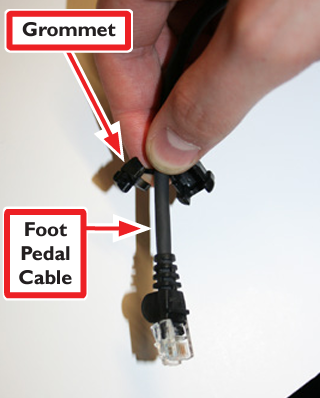
Figure 30
Move the Drawbar Power Wire through the slot, in line with the Foot Pedal Cable. Attach both wires together with the provided Wire Tie.
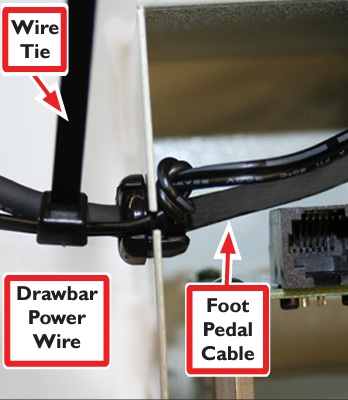
Figure 31
Plug the Foot Pedal Cable into the Foot Pedal slot on the power drawbar control board (see Figure 32).
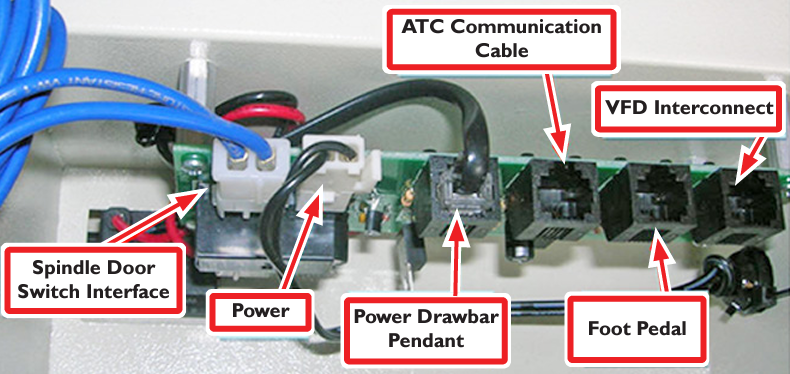
Figure 32
Put the foot pedal in a position that allows for easy access during operation (see Figure 33).

Figure 33
Troubleshooting
Problem: Power Drawbar Will Not Release
Possible cause | Probability | Action to identify cause of problem | Discussion |
Drawbar pre-load not properly adjusted | High | Refer to Spring Washer Pre-load Adjustment section earlier in this document. | If the pre-load is too tight, the cylinder will not have enough force available to overcome the pre-load and release the tool. |
Cylinder position not adjusted | High | Visually inspect that cylinder hex bolt is aligned concentrically with the drawbar. Refer to Mechanical Assembly section earlier in this document for more information. | It is ideal to pass 100 percent of the available cylinder force directly down into the spring washers. Any misalignment will result in some side loading and a reduction of downward force. Component damage can also occur in cases of extreme misalignment. |
Components are worn or not lubricated, causing binding | Medium | Inspect all sliding components: cylinder, eccentric post, spring washers, and drawbar. | Follow lubrication directions in Mechanical Assembly section earlier in this document to avoid premature wear and failure. Other sliding components only need to be greased occasionally to prevent premature wear, galling, and binding. |
Improper air pressure (too high or low) | Medium | Use a pressure gauge at the power drawbar valve input; double check compressor or Filter- Regulator-Lubricator (FRL) gauge. | Excessively high pressure can result in valve or cylinder damage. Excessively low pressure and there may not be enough downward force available to release tool. |
Problem: Power Drawbar Will Not Release
Possible cause | Probability | Action to identify cause of problem | Discussion |
Malfunctioning Filter- Regulator-Lubricator (FRL) | Low | Check to ensure filter is not clogged and oiler is introducing an oil mist into air stream. | Particulate debris and/or lack of lubricated air can damage valve and cylinder. |
Cylinder is stroking out (running out of travel) before compressing the spring washers fully | Low | There should be no more than a 1/8” gap between the cylinder hex bolt and the top of the drawbar. If gap is too large, cylinder will stroke out (run out of travel). | This issue is usually found only during installation. Should this occur, add a flat washer under cylinder rod hex bolt to reduce gap. For more information, refer to Mechanical Assembly section earlier in this document. |
Check valve is installed backward, or is malfunctioning (ATC owners only) | Low | Inspect check valve | If check valve is installed backward, or is malfunctioning, air flow will not reach cylinder or may be depleted from cylinder during tool changes. |
Problem: Tool Pullout
Possible cause | Probability | Action to identify cause of problem | Discussion |
Drawbar pre-load not adjusted properly | High | Refer to Spring Washer Pre-load Adjustment section earlier in this document. | If the pre-load is too loose, the spring washers will not hold the tool holder tight enough. Pre-load should be checked occasionally as use can cause the system to fall out of adjustment. |
Spring washers are worn or cracked | Medium | Inspect spring washers | Spring washers are a wear item; replace as needed. |
System is not aligned properly or is worn and binding | Medium | Refer to table Power Drawbar Will Not Release earlier in this section. | Refer to Spring Washer Pre-load Adjustment section earlier in this document and follow directions listed. It is possible that optimum pre-load cannot be achieved (for more information, refer to table Power Drawbar Will Not Release earlier in this section). Inspect, adjust, and replace components as necessary. |
To view a PDF version of your manual, go to Tormach document TD10039.
If you have additional questions, we can help. Create a support ticket with Tormach Technical Support at tormach.com/how-to-submit-a-support-ticket for guidance on how to proceed.