Preventing Collet Slip
Best practices and proper maintenance with R8, ER, Morse and other collet systems can
greatly improve tool holding
Background
The widespread acceptance of Tormach Tooling System (TTS) has provided Tormach engineers substantial perspective on the variety of applications where TTS is used. One aspect of customer feedback regarding the use of TTS had been troubling. While there were occasional reports of tools pulling out during heavy cutting, there appeared to be no consistency to the issue. While some customers were frustrated by occasional tool slips, other customers running similar tooling under more severe conditions never experienced any problems. It became clear that there were variables involved that went beyond the basic feed, speed, tool, and material issues.
Research revealed no definitive answers, but it did show that the problem was widespread across machining applications. Collet slip is not unique to TTS. A number of popular tool collets and machine tapers are also prone to the same issues: R8, ER (DIN 6499), 5C, Morse (DIN 228-1), Brown & Sharpe, Jarno, and others. The problem occurs with both metalworking mills and woodworking routers. We also found a variety of opinions on techniques to remedy the problem, some of which seemed reasonable while others seemed questionable. None of the techniques were backed up by evidence other than anecdotal observations. No real data could be found. We even found variability in opinion among the machinists and engineers at Tormach.
All of this led to a decision to initiate a test program that could identify the basic variables involved, the impact of those variables, and the effectiveness of alternative techniques. Results of the test program were dramatically dependent on technique. Proper technique or poor technique can result in tool pull-out forces as high as 3750 lbs or as low as 600 lbs. Doing it right isn’t difficult and makes a tremendous difference.
Understanding the TTS and R8 Collets
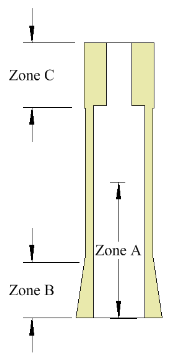
TTS is a quick-change dual contact toolholder design that uses an adaptor slightly modified from the venerable R8 collet system. There are three precision areas on an R8 collet or TTS adapter. The inside diameter of the collet (Zone A) is ground to a precise diameter. The length of this section will vary, but it’s always longer than the taper. The outside taper section (Zone B) is ground to meet the taper of the R8 spindle. The top diameter (Zone C) is a pilot which centers the collet. The outside of the collet, between B and C is not precision and will be ground smaller than the spindle, allowing no contact with the spindle.
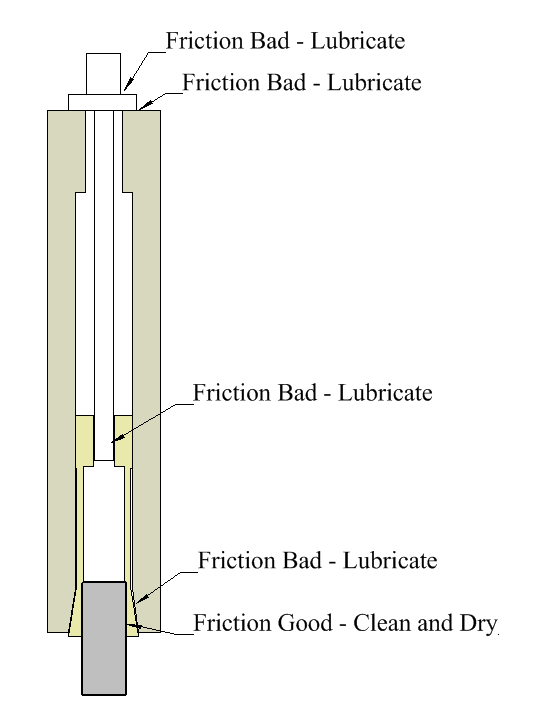
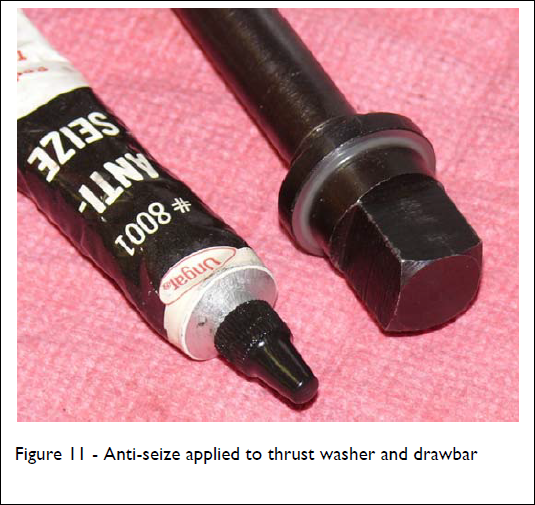
A collet with drawbar is shown below. The collet is closed by screwing the drawbar into the collet. Looking at the cross section, it becomes obvious that there are multiple sliding surfaces where force applied at the drawbar wrench can be lost due to friction. The only place you want to have friction is between the tool and the inside of the collet. There should be anti-seize lubricant used on the outside of the collet, the threads in the collet, and both sides of the drawbar thrust washer. Friction in any one of those areas will diminish the necessary force between the collet and the tool, making the tool more likely to slip.
As long as we’re looking at R8 geometry, this is a good time to point out that the keyway in an R8 taper is for alignment only. It’s there to keep the collet from spinning when the drawbar turns. It is not designed to take any significant torque. The internal alignment pin can be sheared off by either not tightening the drawbar enough or by overloading the taper on torque.
Testing
The test procedures focused on static force pullout of a TTS tool using a hydraulic press. Two variables were considered:
Surface preparation where the inside of the collet meets the outside of a tool, where high friction is necessary.
Surface preparation where low friction is necessary. This is the outside of the collet, the threads, and the
thrust washer area at the top of the drawbar.
The complete test report is attached as an appendix to this report. The data provides clear evidence that
demonstrates how differences in the way tools are cleaned or the way the drawbar/collet/spindle system is
maintained can yield dramatic differences in resistance to tool pull-out. Improper surface preparation of the inside of the collet can reduce tool holding force by 66%. Improper maintenance of the drawbar and lack of lubrication can reduce tool holding force by 70%.
We found the testing program to be insightful. While we were aware that there was considerable variation in how people used TTS and drawbar/collet combinations, we were not aware how dramatically those variations in practice could impact their results. We believe that the conclusions from the test and the operating/maintenance recommendations below will allow everyone to find greater success with TTS as well as collet based tool holding systems.
Recommendations
The following recommendations are a direct result of the test outcomes.
General Recommendations:
Keep the shanks of collet mounted tools clean and dry. Tools must be cleaned when they arrive. The oil used to prevent rust during shipment is very detrimental to tool holding ability. Tools should be cleaned on occasion as they can accumulate way oil and oil from coolant emulsions.
Keep the inside of the collet clean and dry. Similar to the tools, collets must be cleaned of preservative oil
when first received.Lubricate the outside of the collet and the inside of the spindle taper with anti-seize lubricant. These are
sliding surfaces and are best kept lightly lubricated. You can use Tormach PN 31273 or any other good quality anti-seize type lubricant. Lubricate sparingly to avoid risk of the lubricant migrating to the inside of the collet. Only the first inch of the spindle taper needs to be lubricated.Lubricate the threaded section of the drawbar, the thrust shoulder, and the thrust washer with anti-seize
lubricant.Drawbar torque generally needs not exceed 30 ft lb unless extreme machining conditions are expected.
Practical experience guides most machinists. It’s a lot of work to always tighten to 30 ft lbs and light machining, drilling, or use of small cutters simply does not require that much force. In addition, tightening more than needed reduces the life of the collet and drawbar. For extreme conditions you can use 40 ft lb of torque.Inspect and replace the drawbar and collet as needed. A little lathe work can usually clean up a galled surface on the drawbar thrust shoulder, but noticeable wear at the threads suggests it’s time for a new drawbar. Both the drawbar and collet are wear items and should be replaced as necessary. If you need a new drawbar, it’s a good idea to replace the collet at the same time.
Exceptions to Recommendations
If your shop environment leads to problems with rust on clean and dry tools, you can use oil based lapping compound between the tool and the inside of the collet. The oil base prevents rust while the abrasive creates a high friction interface. A typical compound would be LOCTITE® Clover® Silicon Carbide Grease Mix at 1200 grit. Use sparingly and avoid particle sizes larger than 1200 to avoid risk of damage to the spindle taper or other machine parts.
Milling Considerations
We know that there are a variety of factors, including insert geometry, vibrations, shock loading, and other issues come into play during machining operations. As an example, the high helix angle found on some aluminum cutting end mills acts likes a fine pitch thread and is more effective than a conventional geometry at translating rotating torque into downward force, increasing the propensity for pull-out. Nevertheless, if the recommendations above are followed, we have not found any consistent set of machining factors that will invariably cause tool pull-out. As far as we know, there is no need to avoid any particular tool geometry, material, or tool path strategy. We believe that the recommended procedures above are all that is necessary to avoid tool pull-out.
Scope
This testing was done to determine what effect torque, cleanliness, lubricants and abrasive grits have on the tendency for the TTS tool holder to “pull out” of the collet. Keep in mind that all of these tests were done with a static load and do not account for the harmonic vibrations induced by tool chatter in unfavorable cutting conditions.
Testing Methodology and Tools
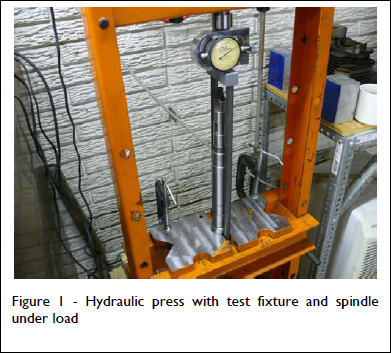
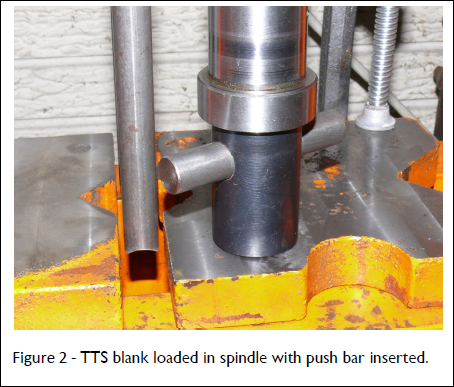
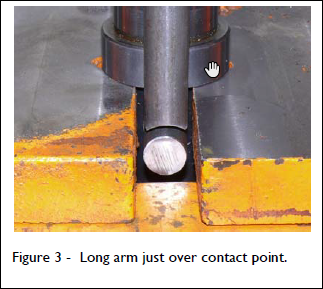
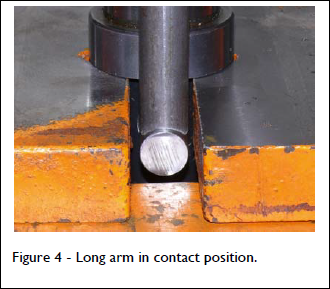
Load was applied with a 12 ton HF hydraulic press. Load was measured with a Dillon force gauge. The testing fixture was built to reach around the spindle and apply load directly to the TTS tool holder. The TTS blank has a 5/8” hole bored through for a short length of 5/8” rod to be fitted in. The bottom of the long arms of the fixture are radiused to match.
Tools and Materials used:
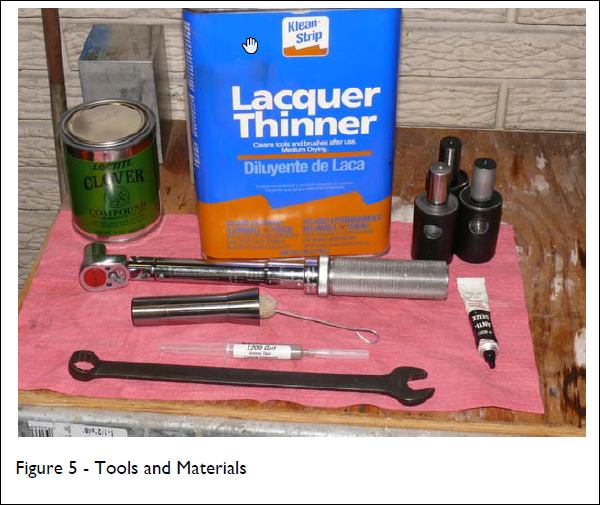
Klean Strip Lacquer Brand
All abrasives were Clover Brand
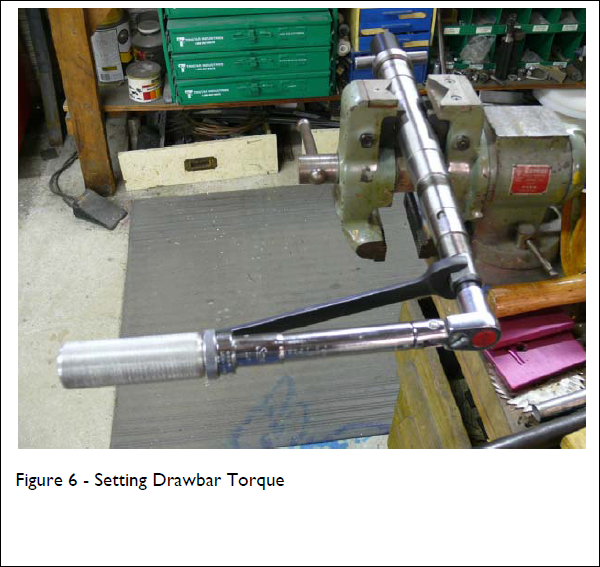
Snap-On 0-75 ft. lb. click type torque wrench
Ungar brand Anti-Seize compound
Not shown: WD-40 and way oil
Spindle was held in a pipe vise for “tool changes”. Good torque wrench etiquette was followed. If a clean “click” was not achieved it was loosened and re-tightened.
Testing Alternative Friction Surfaces
While the conventional recommendation is to keep both the tool and the inside of the collet clean and dry, this practice is not always followed. In the first sequence of tests, the Clean and Dry condition is compared to a variety of reported practices. All tests were repeated 3 times or more if results were outside of the statistical norm. The variation here is only on the friction surface of the inside of the collet. Treatment of the other areas followed recommended procedures. This means there was anti-seize compound applied on the thrust surfaces of the drawbar and outside of the collet, collet threads, and drawbar washer. In cases where the results showed significantly less resistance to pull out compared to Clean and Dry, testing was not continued.
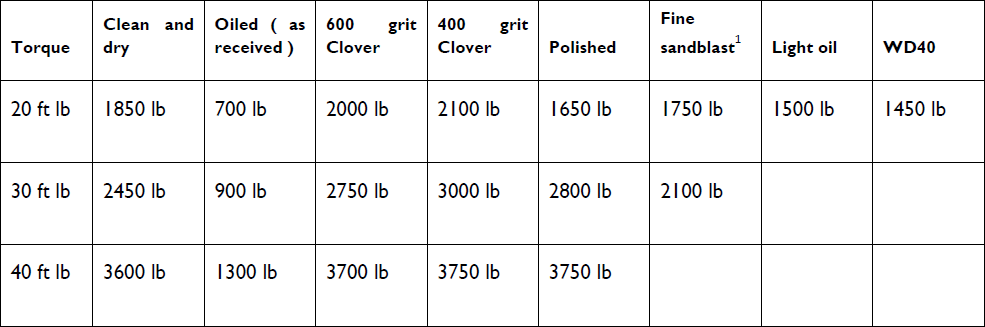
Observations:
The As Received condition of new tooling has the tool coated with heavy oil, necessary for protection against rust during shipment. It is very clear that this oil should be removed. Cleaning with WD40 can remove the heavy oil and provides some protection against rust, but the holding power remains below that of the clean and dry condition. Use of a fine abrasive suspended in oil, such as Clover lapping compound, has been recommended by some people as a method of preventing rust while at the same time improving collet/tool interface friction due to the abrasive.
Testing Alternative Drawbar Preparations
We are aware that not everyone will bother to apply anti-seize lubricant to the drawbar, threads, or collet taper. This set of tests reveals the impact of lubricant, or lack of lubricant, on those surfaces. This testing was done with a new drawbar, new drawbar thrust washer, new collet, and new TTS blank.
(1) Note: The sand blasted finish wore off very quickly, reapplication not worth yield.
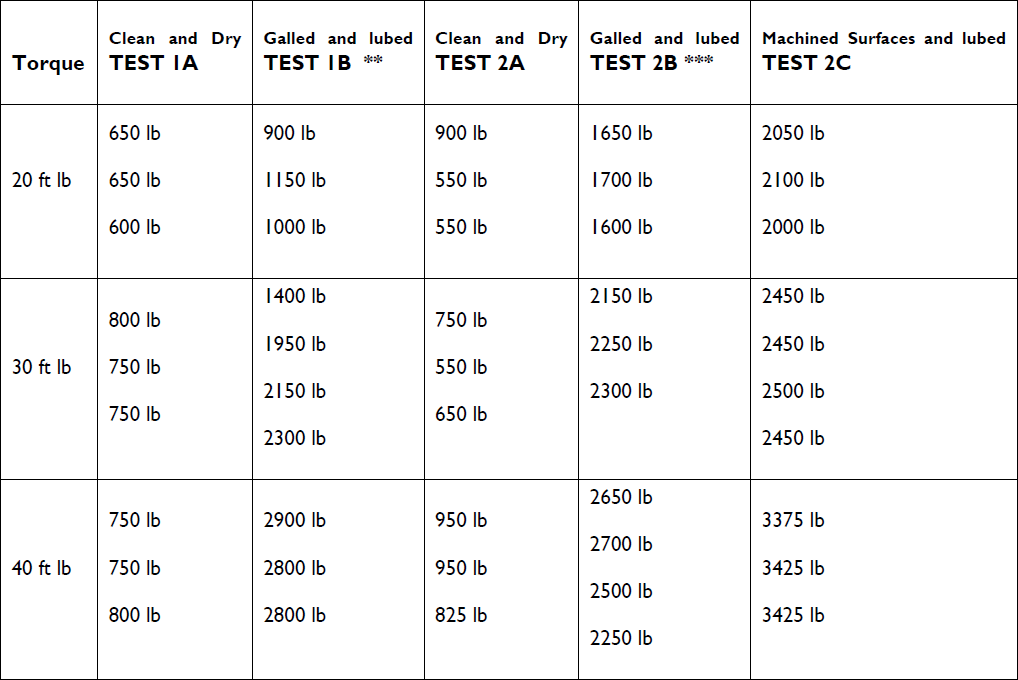
** This data should be read from top to bottom. Results improved as the drawbar wore in.
*** This data should be read from bottom to top. Testing Started at 40 foot pounds and worked down, wearing the galled surface in.
Clean and Dry means the drawbar, thrust washer, collet and spindle were degreased and washed with lacquer thinner. The first column (Clean and Dry TEST 1A) produced the parts for the second column since the washer and drawbar became galled during the clean and dry test. In the second column, Galled and Lubed, the galled parts from the Clean and Dry test that were then lubed with anti-seize compound. It was applied liberally to the thrust washer and top of drawbar and drawbar threads and sparingly applied to the outside tapered surface and top of the R8 collet.
Machined Surfaces and lubed means the parts from Galled and lubed Test 2 were re-machined for a good mating surface. Two sides of the thrust washer, the shank and head of the drawbar were machined, and the top of the spindle was dressed with a diamond lap.
It became apparent in Test 1 that it was wearing in as the torque went up. The test was repeated with a new drawbar and thrust washer ( Test 2 ) and first torqued it to 40 foot lb and worked it back and forth a few times with a wrench and then started collecting data and worked down. ( See *** )
Observations:
Let us review the table and describe the results in more explicit terms. Clean and dry on the drawbar bearing surfaces is clearly a bad situation. This is 1A and 2A. The sliding surface at the thrust washer and drawbar were immediately damaged. In 1B and 2B, we didn’t bother to repair the damaged surface, we simply added
lubrication. Sometimes it worked OK (2B), sometimes it didn’t (1B). We only restored to proper force levels when we not only lubricated, but also repaired the surface by machining (2C).



Additional Testing of Alternative Friction Surface
The initial round of testing included the use of oil based abrasive lapping compound as a way to protect against rust with the oil of the compound, while counteracting the lubricant with the abrasive. It’s clear from the tests that there is increased friction due to the abrasive, but the practice of putting an abrasive material in a precision ground collet is questionable. There should be no wear if the collet did not slip, but there remains risk that abrasive grit will migrate to the outside of the collet, where it slides against the spindle taper. Conservative use and proper procedures can mitigate the risk, but the issue remains. The question came up of just how fine a grit could remain effective for increasing friction. While any abrasive will remove
metal, in practice it becomes apparent that grit finer than 1000 is more of a polishing compound than a metal removal agent. If small amounts of very fine grit were to migrate from the inside of the collet to the outside of the collet, it would be unlikely to result in any significant change in spindle taper geometry. It would be more likely to polish the inside of the spindle and thereby reduce friction, which is what is desired between the collet and the spindle taper. This lead to the tests that compared 1200 grit to 600 grit lapping compound.

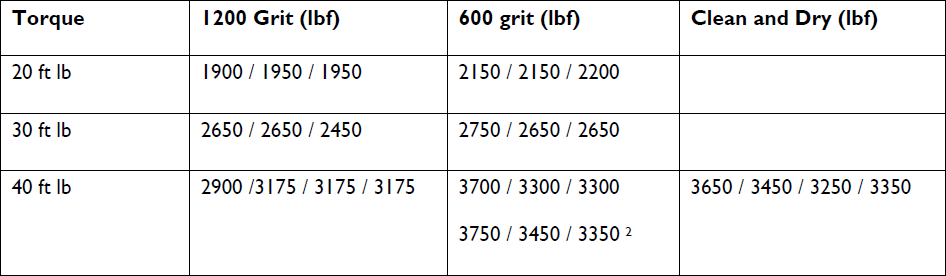
(2) 600 grit re-applied
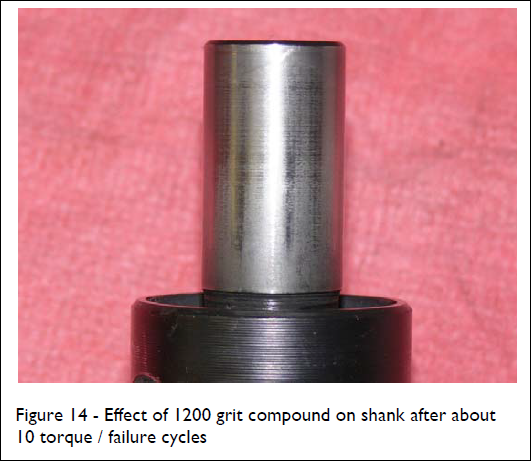
The testing was done with the collet and drawbar from Test 2 with machined thrust surfaces. The abrasive paste was applied to the TTS shank only, and the 1200 grit was done first. For comparison, the 600 grit test was repeated with these same parts. The shank and collet were cleaned with lacquer thinner before applying the coarser grit. At 40 foot pounds of torque, we noticed that after the first test the force required to “pop” the collet decreased. This resulted in the 40 ft. lb. test being repeated with a fresh application of abrasive paste. With similar results, we concluded that the “pop” or failure of the grip broke down the abrasive grit, and is unlikely to be a problem unless it fails. Essentially, the majority of the large abrasive particles were probably broken with the instant of the first slip.
After the 600 grit test, we cleaned the shank and collet and retested Clean and Dry to see what, if any,
affect the abrasive had on the parts. As before, after the “pop”, results were reduced with each failure as it burnished the surface. Without the failure it does not appear that burnishing would occur.
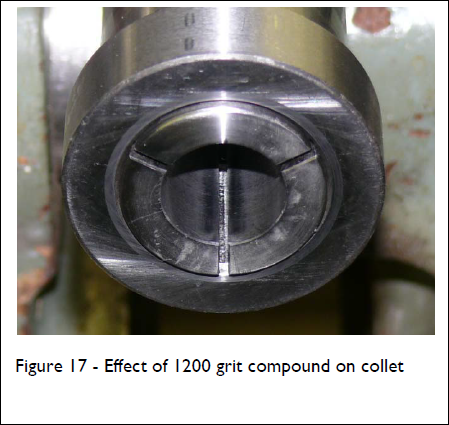
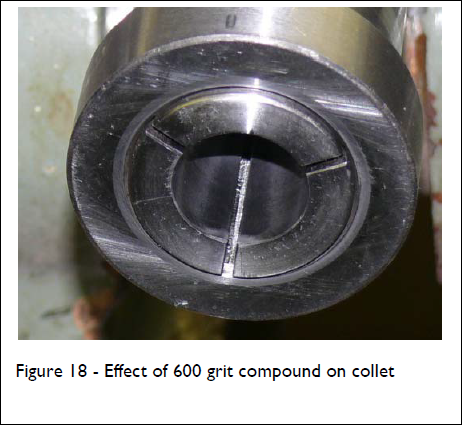
Observations:
Use of 1200 grit lapping compound shows some reduction in gripping power relative to the 600 grit,
however the difference in gripping power is insignificant. The different in observable wear on the
parts is significant.



Conclusions
The motivation for these tests was the observation that some operators occasionally experience pullout while others never experience the problem, yet those who never have the problem are often running similar tooling, cutting tougher materials, or driving the machining process harder. The tests were done as an effort to identify what might be the variables between techniques that have problems and techniques that do not.
The first set of tests confirms the conventional recommendation for clean and dry inside the collet and outside the tool. It also showed the dramatic reduction in holding power if the tool was left with heavy oil on the surface.
The second set of tests confirms the importance of using anti-seize lubricant on the threads, drawbar, and the outside of the collet. If the draw bar and collet thrust surfaces are not properly lubricated with an appropriate anti-seize compound then applied torque will not be transmitted to the collet and holding power will be drastically reduced. Tests also show that, while the addition of lubricant can improve a damaged drawbar, resurfacing the drawbar is necessary to restore full holding power. Recognize that both drawbar and collet are wear items and should be replaced as necessary.
What was not tested was the combination of doing things wrong. The first set of tests showed an oiled tool has only 33% of the holding power of clean and dry. The second set of tests showed a dry drawbar yields only 25% of the holding power of a lubricated one. We did not combine to test an oiled tool with a dry drawbar, but the data clearly leads to the conclusion that holding power would be exceptionally poor.
A clean and dry TTS shank and collet interior seems to be pretty hard to beat. If you have a rust problem in your shop and you must have some lubrication on your tools to keep them from rusting, then the 1200 grit compound can probably be used without causing any damage. In extreme cutting conditions you can get improvement using the 600 grit compound. Nevertheless, our overall recommendation is for clean and dry tools on the inside of the collet, and anti-seize lubricant for all sliding, threaded, and thrust surfaces. Our recommendation for drawbar torque is to not exceed 30 ft lb unless extreme machining conditions are expected. Practical experience guides most machinists. It’s a lot of work to always tighten to 30 ft lb and light machining, drilling, or use of small cutters simply does not require that much force. As our tests show, proper practice in other areas does more to hold the tool than excessive force at the wrench.
Finally, we would like to make it clear that we do not presume that simple static pullout testing in any way reproduces the full spectrum of complex factors that affect tool slip. Additional forces, vibrations, shock loading, and other factors come into play during machining operations. Nevertheless, it should be apparent that resistance to pull out on a static load test has a strong bearing on resistance to pullout during machining operations.
https://www.youtube.com/watch?v=Imu1jhMJBZc