Spindle Won't Turn - PCNC 440
Background
The spindle is the rotating assembly that holds the tool/tool holder. It’s powered by a motor that can either be integral or – like most of our machines – external, relying on a belt and pullies to transmit the power.
Tools
Multimeter
Adjustable wrench
Screwdriver set
Verify Speed was Commanded Properly
Reason: Commanded speed did not execute.
To command a specific RPM in PathPilot, you enter your desired speed, and then you MUST press ENTER for the machine to accept the commanded speed. Then proceed to hit FWD.
Inspect and/or Re-tension the Belt
Reason: The belt is loose, worn, or damaged.
Open the spindle motor door and visually inspect the belt to ensure there is not excessive wear or damage.
Firmly push the spindle belt between the pulleys. If it is properly tensioned, the spindle belt should move between 3 mm (0.125 in.) and 6 mm (0.25 in.). If it's not properly tensioned, continue with the following steps.
Unclamp the motor mounting plate: Loosen the clamp handle.
This allows the spindle motor plate to pivot.Tighten the spindle belt: Push the pivot handle backward (toward the machine column).
Secure the motor mounting plate: Tighten the clamp handle.
Firmly push the spindle belt between the pulleys. If it is properly tensioned, the spindle belt should move between 3 mm (0.125 in.) and 6 mm (0.25 in.). If it's not properly tensioned, repeat Steps 3 through 5.
Close the spindle motor door.
The BLDC isn’t Getting Power
Examine the Spindle Door and its Switch
Reason: The door is open or the switch is malfunctioning.
Examine the spindle cover door to verify that it's closed, being held closed, and the switch is being depressed.
If your mill is equipped with door safety switches, make sure your enclosure doors are closed.
Verify that the Spindle Run/Start is Working
Reason: The spindle start signal from the MX3660 isn’t working
https://youtu.be/yiRP1juM5ZYVerify that the BLDC is Getting Power
Reason: The BLDC is defective.
Using a multimeter, confirm you have power getting to the BLDC between L1 and L2.
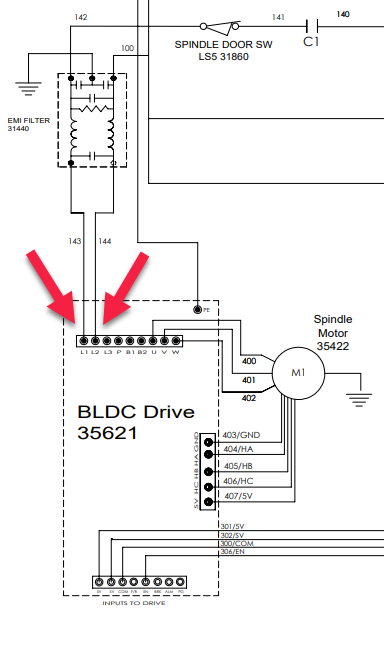
PCNC 440 BLDC
a. If there is power but nothing on the display, contact Tormach Technical Support.
b. If there is no power, review the previous solutions to try and re-establish power. Also, check the F1 - 6 amp fuse.
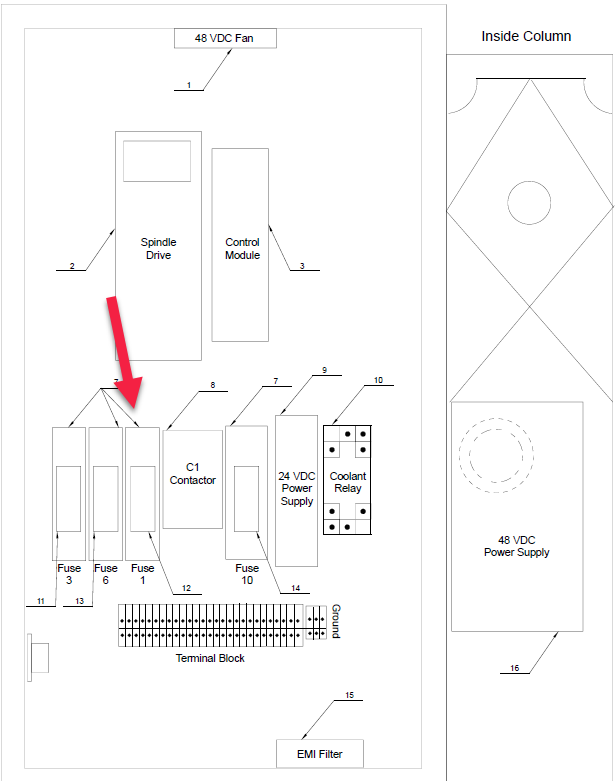
PCNC 440 F1 location
If there is a trip or error code that does not clear after power cycling the machine, contact Tormach Technical Support.
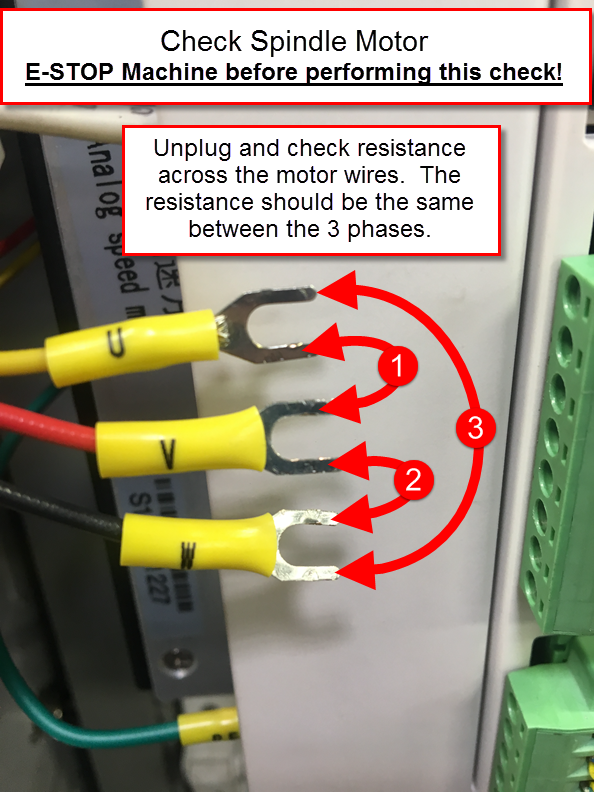
Measure the Motor Resistance (Ω)
Reason: The motor has an internal short and is malfunctioning.
Power off the machine.
Wait 30 seconds, and then remove the U, V, and W wires from the VFD terminals.
Measure the resistance between the following wires to see if it is approximately 2-4 Ω:
Wires U and V
Wires U and W
Wires V and W
Measure the resistance between the following wires to verify that it is >1M Ω or OL, indicating that there is no short:
Wire U and Ground (bare exposed metal or a green and yellow wire with a PE label)
Wire V and Ground (bare exposed metal or a green and yellow wire with a PE label)
Wire W and Ground (bare exposed metal or a green and yellow wire with a PE label)
Numbers outside of the specified range indicate that the motor or its wiring is bad and needs to be replaced.