All Axes Won't Move When Commanded - PCNC 1100
Background
Your machine axes require power and control signals to work. If either of those are disrupted you can lose any or all of your axes motion. If only one motor is not working go to, One Axis Won't Move (or Only Moves in One Direction), and Other Axes Move - PCNC 1100.
Tools
Digital Multimeter
Metric Allen Keys
Small Flat Blade Screw Driver
Reseat the Connectors on the Machine Control Board
Reason: Control signals aren’t reaching the electronic driver modules.
Inspect the stepper driver controller lights.
Some controller lights are on: One Axis Won't Move (or Only Moves in One Direction), and Other Axes Move - PCNC 1100.
All the controller lights are off: Continue to the next step.
Power off the machine.
Examine the data cable at the machine control board and the axes drivers.
Machine control board: J6 (26 pin IDC ribbon cable)
Stepper driver controllers: 10 pin IDC (ribbon cable)
J6-1 - J6-6 (X-axis)
J6-7 - J6-12(Y-axis)
J6-13 - J6-18 (Z-axis)
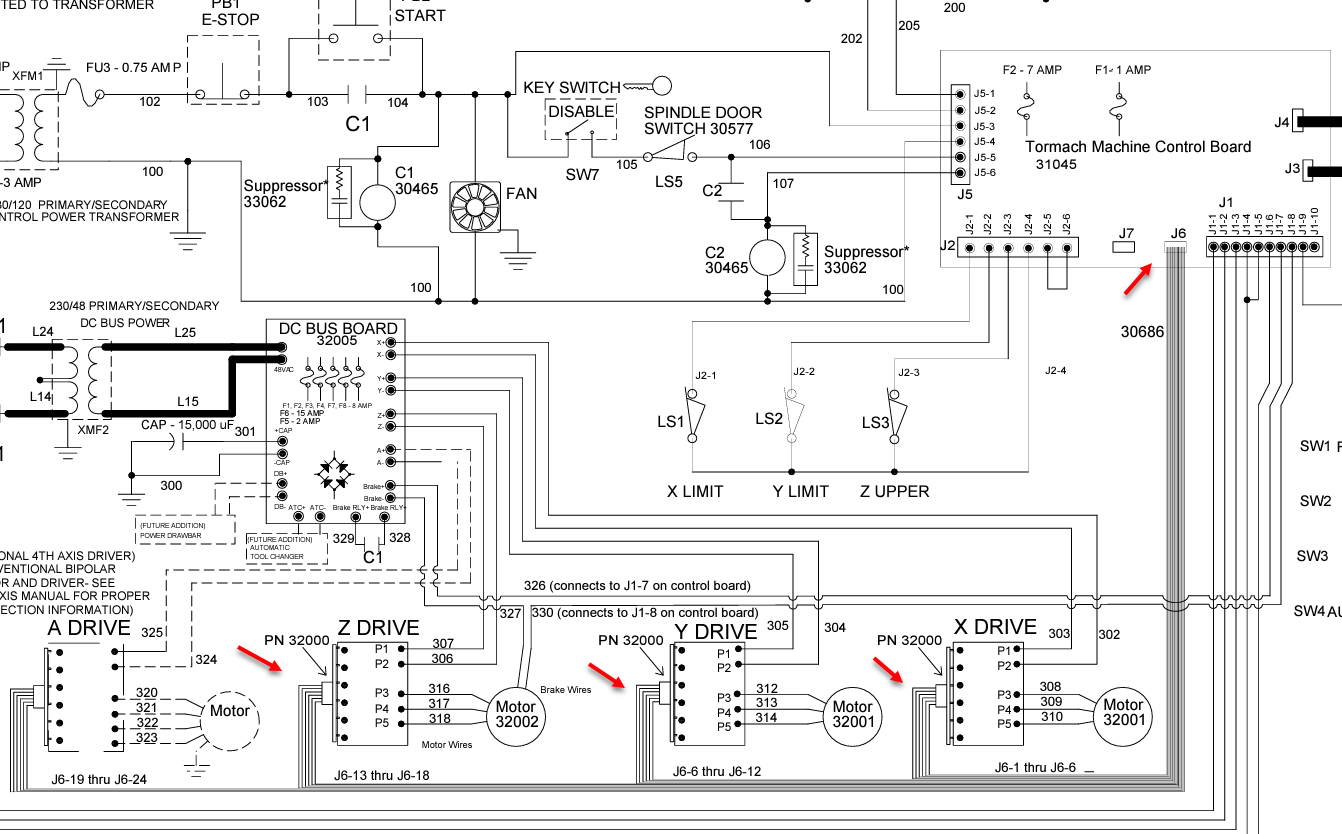
PCNC 1100 J6 Ribbon Cable
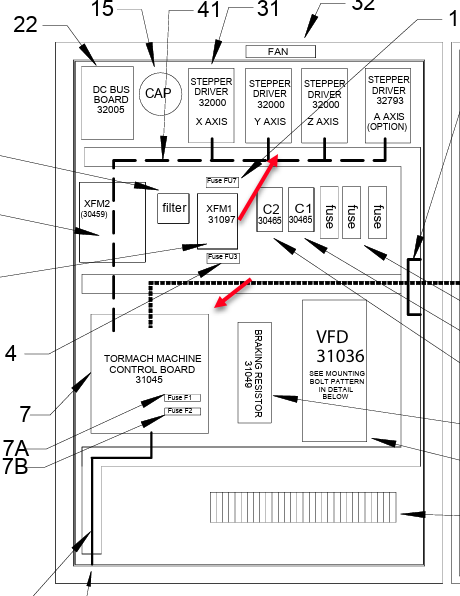
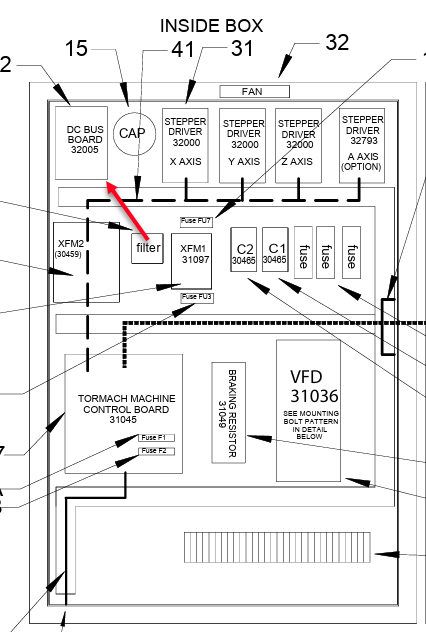
PCNC 1100 Main Control Board and Driver Locations
Examine the power and control cables at the DC-BUS and the stepper driver controllers removing, inspecting, and re-connecting them to ensure they are seated.
DC-Bus/Stepper driver controllers: Spade connectors/Degson style
302/303 (X-axis)
304/305 (Y-axis)
306/307 (Z-axis)
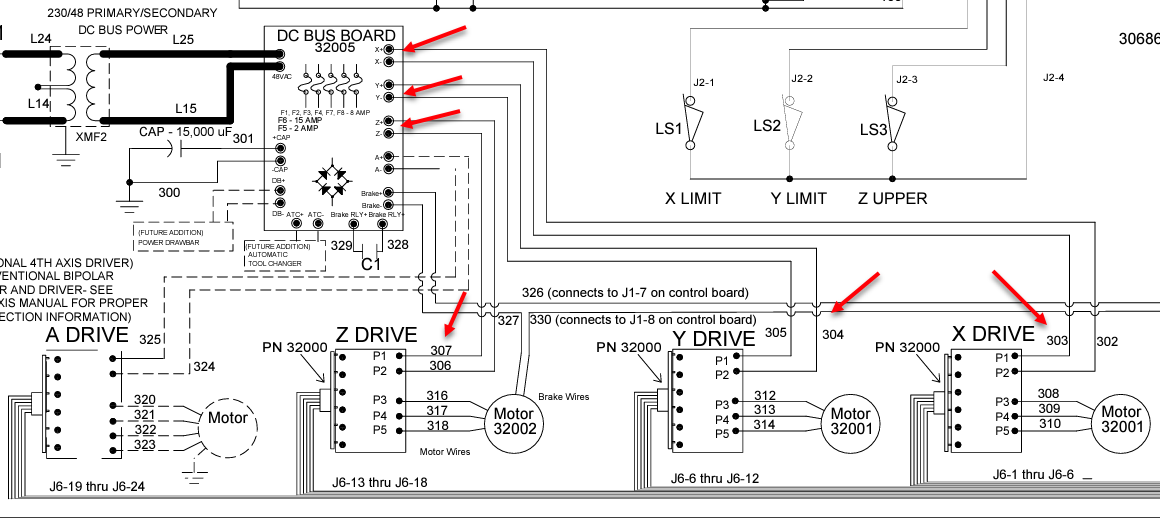
PCNC 1100 Stepper Driver Power Wires
PCNC 1100 DC-BUS Location
If there is any discoloration, replace the cable and driver.
Continue to the next troubleshooting topic.
Inspect the DC-BUS board
Reason: The DC-BUS is malfunctioning.
Inspect the DC-BUS for power by determining if the green power light is illuminated.
If it does: The motors or stepper driver controllers will be illuminated, if the DC Bus Axis Fuses are not blown. To learn how to check individual fuses, see: One Axis Won't Move (or Only Moves in One Direction), and Other Axes Move - PCNC 1100 | Inspect-the-DC-Power-Supply
If it doesn’t: Continue to the next step.
Power off the machine.
Measure the resistance across the F6 fuse with digital multimeter set to resistance.
Replace the fuse if the digital multimeter reads OL, shows a resistance in the MΩ, and/or doesn’t produce continuity tone.
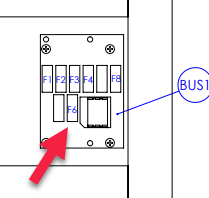
If the fuse measures 0-5 Ω, reinstall it into the DC-BUS.
Power on the machine and measure the Vac entering the DC-BUS on:
L25
L15
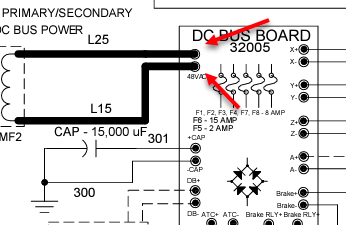
PCNC 1100 DC-BUS
Continue to the next troubleshooting topic.
Inspect the XMF2 Transformer
Reason: The transformer is shorted
Power off the machine.
Remove L25 and L15 from the transformer.
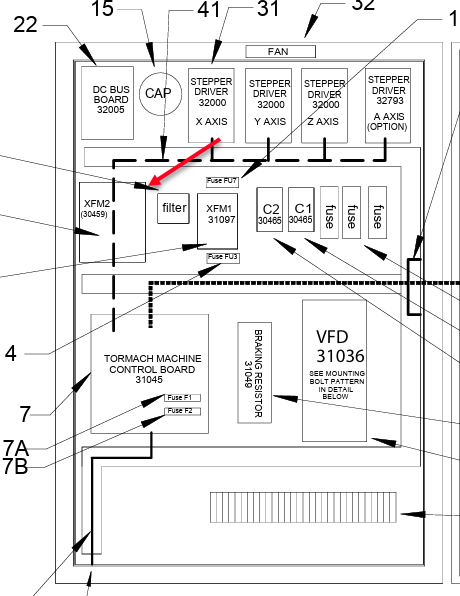
PCNC 1100 XFM2 Location
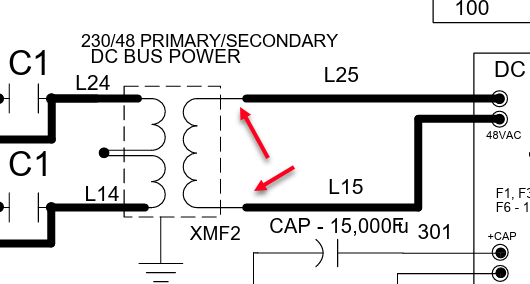
Power the machine back on.
Take an AC reading between the terminals L25 and L15 were on.
If you do not see 48 Vac, continue to the next troubleshooting step.
Check the C1 Contactor
Reason: The C1 is defective.
Power on the machine and take it out of reset.
Inspect the C1 to see if the center bar has been pulled in.
If bar is in: The C1 is latched. Using a digital multimeter set to Vac, measure for 220 Vac between:
L14
L24
Press and hold the Reset button on the operator box and observe the C1. Then release the Reset button and observe the C1.
If the bar only stays in when the button is pressed: There is a loose coil wire, short, or the C1 has malfunctioned.
If the bar never gets pulled in: See Machine Won't Power On - PCNC 1100