Background
On both the 770MX (MF/MH serials) and 1100MX, the Power Drawbar applies a small amount of force to act as a brake after a spindle orient move during tool changes. If the spindle orients into place but then drops the tool before the tray picked up the tool, a brake needle valve adjustment is likely needed. Before making any adjustments, make sure that 90-120 PSI is present at the FRL on the rear of your machine.
Adjusting the Needle Valve
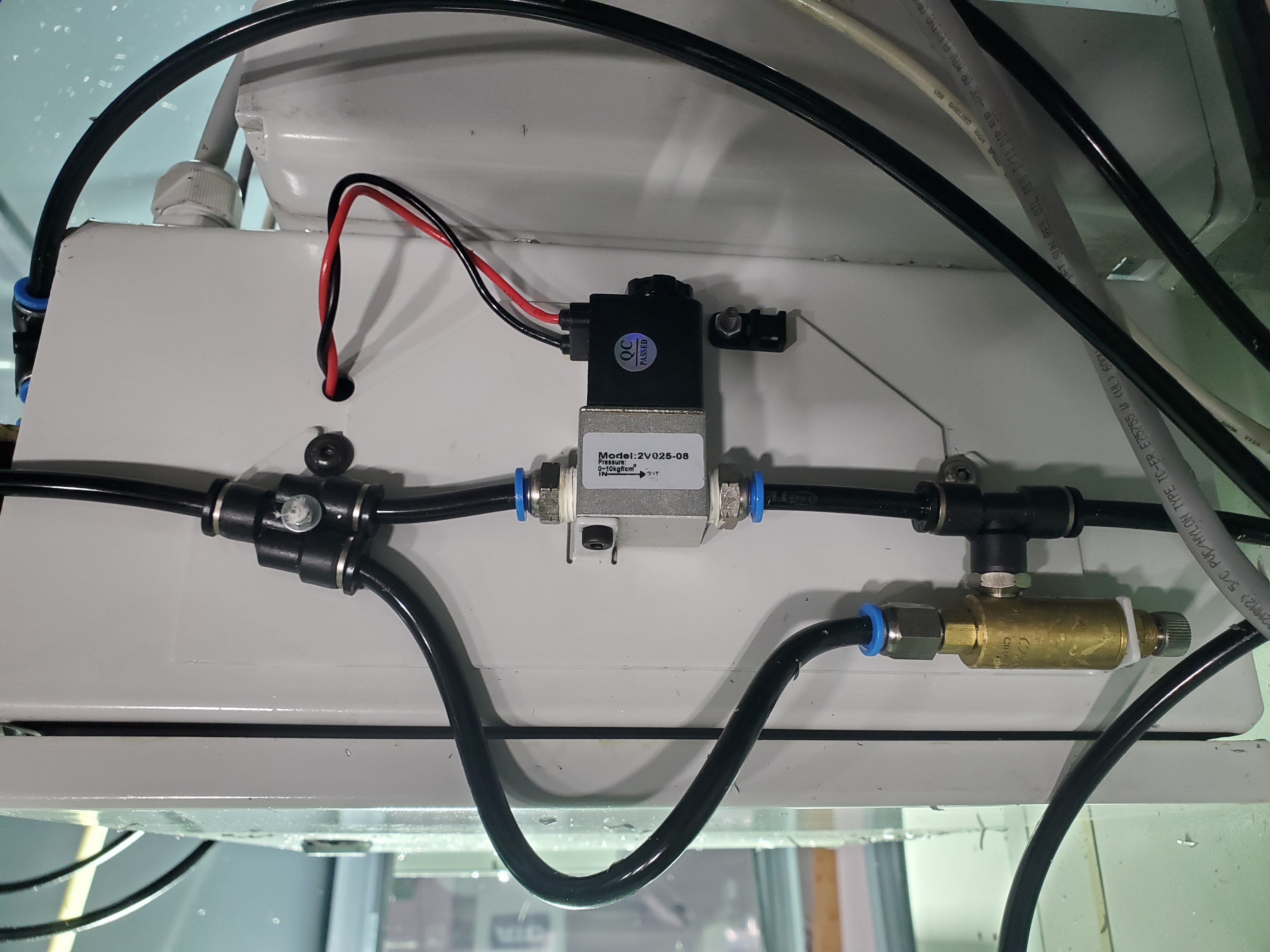
The brake assembly is located on the back of the ATC.
-
Place a cardboard box with some padding under the spindle during the adjustment period, to avoid damage to the mill table or tool holder.
-
Load an empty tool holder into the spindle.
-
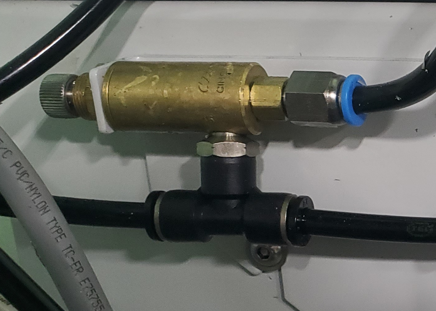
Start by turning the brass needle valve clockwise 1/4 turn.
-
Execute a tool change, and check for improvement. If none is seen, continue the process from step 3, until the early drop stops.