In This Section, You'll Learn:
About the basic operations required for most projects, organized as a suggested project workflow.
Start the Machine
Power on the machine and the PathPilot controller.
-
Turn the Main Disconnect switch to ON on the side of the electrical cabinet.
-
Twist out the machine's red Emergency Stop button, which enables movement to the machine axes and the spindle.
-
Press the Reset button.
Bring the Machine Out of Reset
-
Select Reset.
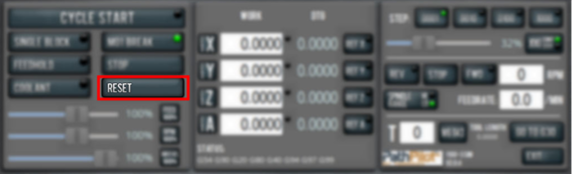
For more information on reset mode, see "About Reset Mode".
Reference the Machine
-
Verify that the machine can freely move to its reference position (at the ends of travel).
-
To verify that the tooling is clear of any possible obstructions, reference the Z-axis before referencing the other axes: from the PathPilot interface, select Ref Z.
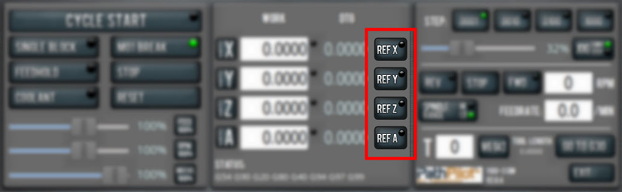
-
Once the spindle is clear of any possible obstructions, continue referencing all axes.
NOTE: You can select the buttons one after another. Once the machine references one axis, it'll move on to the next.
After each axis is referenced, its button light comes on.
For more information on referencing the machine, see "About Referencing".
About Referencing
You must reference the machine to establish a known position for PathPilot. The position that's set while referencing the machine is the origin of the machine coordinate system. Without referencing the machine, PathPilot won't know the current position of the machine axes.
You must reference the machine at the following times:
-
After you power on the machine
-
After you push in the Emergency Stop button
-
Before running a G-code program
-
Before using MDI commands
-
Before setting work or tool offsets
-
After a collision or an axis stall/fault
When referencing, the machine moves each axis to the end of its travel. The machine stops at the limit switch, which sets the axis’ reference position.
Jog the Machine
To switch between jogging modes:
-
From the Manual Control area, in the Jog group, select Jog.
PathPilot toggles between continuous velocity mode and step mode.

When the Cont green light is on, continuous velocity mode is selected.
When the Step green light is on, step mode is selected.
To use continuous velocity mode:
-
Set the velocity: drag the Jog Speed slider.
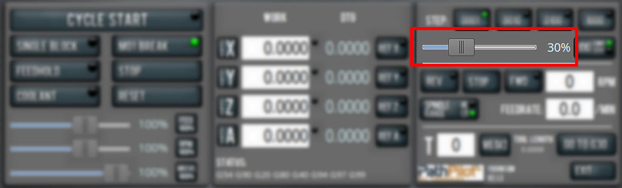
For more information on continuous velocity mode, see "About Continuous Velocity Jogging".
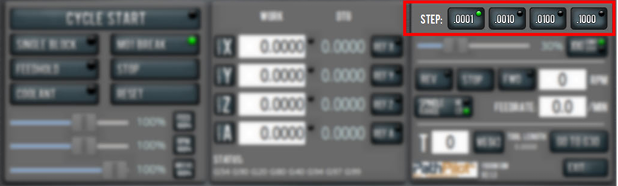
To use step mode, select the step size. Do one of the following, depending on your accessories:
-
In the Manual Control Area, in the Jog group, select the step size.
The Step button's light comes on, indicating which step size is active.
-
On the (optional) Jog Shuttle, press the Step button to toggle the currently selected step size.
In the PathPilot interface, the Step button's light comes on, indicating which step size is active.
For more information on step mode, see "About Step Jogging".
About Jogging
Jogging is the operation of manually moving an axis in various directions (like to set up and indicate fixtures or workpieces). You can't manually jog the machine while it's performing automatic operations (like running a G-code program or an MDI command).
Jog the machine using the keyboard, the optional Jog Shuttle or Operator Console Pendant. Whichever device you're jogging with, you can either:
-
Jog the machine at a consistent velocity (for information, see "About Continuous Velocity Jogging").
-
Jog the machine in steps (for information, see "About Step Jogging").
For more information, see "Jog Controls Reference".
About Continuous Velocity Jogging
While jogging in continuous velocity mode, the machine moves at a constant speed for as long as:
-
A keyboard key is pressed
-
The Jog Shuttle outer ring is twisted away from the neutral position
-
The Operator Console Pendent wheel is turned in the desired direction.
This is useful when you're doing things like:
-
Roughly positioning the machine (for example, to move the spindle head away from the workpiece).
-
Moving the machine a certain distance at a constant speed.
About Step Jogging
While jogging in step mode, the machine moves one step each time you either press a jog key on the keyboard, click the inner wheel of the Jog Shuttle, or rotate the Console Pendant one click. The jog step sizes range depending on the programming mode you are using:
-
Imperial (G20) Mode 0.00025 in. to 0.1000 in.
-
Metric (G21) Mode 0.010 mm to 2.00 mm
Step jogging mode is useful to finely move the machine, like when you're indicating a workpiece or manually setting tool lengths.
The jog keys on the keyboard only move the machine in steps when step mode is indicated in PathPilot. The inner wheel on the jog shuttle always moves the machine in steps, regardless of which mode is indicated in PathPilot.
Jog Controls Reference
The machine’s jogging functions are controlled by the following:
-
The Jog group of the Manual Control area in the PathPilot interface
-
The keyboard
-
The (optional) Jog Shuttle
-
The (optional) Operator Console Pendant
|
Axis |
Direction |
Keyboard Key |
Jog Shuttle |
|
X-Axis |
Positive |
Right Arrow |
Clockwise |
|
Negative |
Left Arrow |
Counterclockwise |
|
|
Y-Axis |
Positive |
Up Arrow |
Clockwise |
|
Negative |
Down Arrow |
Counterclockwise |
|
|
Z-Axis |
Positive |
Page Up |
Clockwise |
|
Negative |
Page Down |
Counterclockwise |
|
|
A-Axis |
Positive |
Period |
Clockwise |
|
Negative |
Comma |
Counterclockwise |
Jogging in PathPilot
From the PathPilot interface, in the Manual Control area, the Jog group has the following functions:
-
The Jog button, which toggles between continuous velocity mode and step mode.
-
The Jog Speed slider, which controls the machine’s jog rate (whether in continuous velocity mode or in step mode).
The jog rate is measured as a percentage of the machine's maximum jog rate.
Jogging with the Keyboard
Pressing the keys results in the following actions:
-
[KEY] jogs the axis at the current jog rate.
-
[KEY]+Shift jogs the axis at the maximum jog rate.
Jogging with the Optional Jog Shuttle or Operator Console Pendant
Both the Jog Shuttle (PN 30616) and Operator Console Pendant (PN 50440) provide manual jogging controls, but with slightly different physical interfaces:
Axis Movement
-
Jog Shuttle:
-
Inner wheel: Precise, incremental jogging. Each detent (click) moves the selected axis by one jog step increment.
-
Outer ring: Smooth, continuous jogging based on rotation speed.
-
-
Pendant:
-
Single wheel: Provides variable-speed jogging based on rotation, similar to the shuttle’s outer ring.
-
Axis Selection
-
Jog Shuttle: Four buttons let you toggle between the X, Y, Z, and A axes.
-
Pendant: A four-position switch selects the active axis.
Note: In PathPilot, the currently selected axis is shown in the Position Status group. A green light appears next to the Axis DRO to indicate the active axis.
Step Size Selection
-
Jog Shuttle: A dedicated Step button toggles between available jog step sizes.
-
Pendant: A three-position switch selects the jog step size.
Manually Control the Spindle
-
Verify that the machine is powered on and out of reset.
-
From the PathPilot interface, in the Manual Control area, locate the Spindle group.
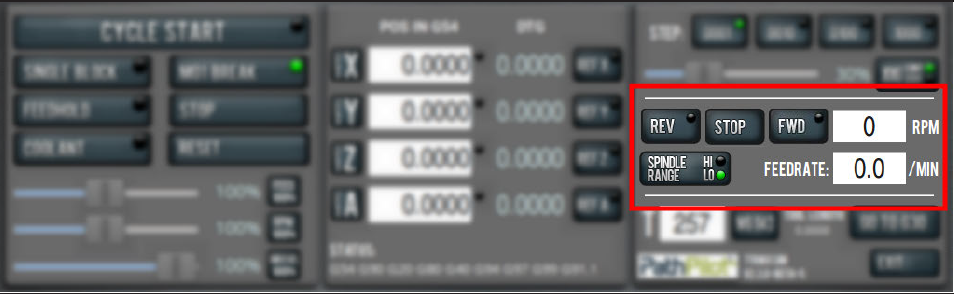
-
In the RPM DRO field, type the desired RPM speed. Then select the Enter key.
-
Select FWD to start the spindle in the forward direction.
-
Select Stop to stop the spindle.
About the Spindle
The machine spindle gives power to the cutting tool, which allows it to remove material from the workpiece. The spindle is driven by the spindle motor.
Operate the spindle either manually or by G-code commands (entered in the MDI Line DRO field or programmed into a G-code program).
The machine's spindle rotates clockwise (forward) at a specified spindle speed.
Spindle Controls Reference
The spindle speed is measured in revolutions per minute (RPM).
The spindle speed range is 10,000 rpm to 24,000 rpm.
Use lower spindle speeds when you're using larger cutting tools; use higher spindle speeds when you're using smaller cutting tools.
Load G-Code
To run a G-code program on a PathPilot controller, you must first verify that the file is on the controller. For more information on transferring and moving files, see Transfer Files to and From the Controller.
To load G-code:
-
From the File tab, in the Controller Files window, select the desired .nc file.
-
Select Load G-Code.
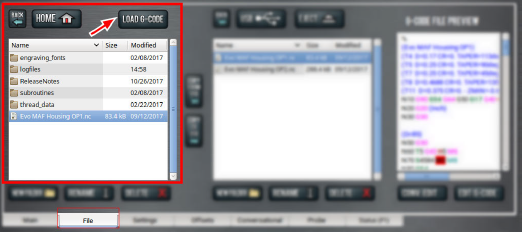
NOTE: This function is only available for files stored on the PathPilot controller.
PathPilot loads the G-code file and opens the Main tab.
Install a Tool in an ER Collet Spindle
The ER20 collet is self-extracting: the collet must be mounted in the nut before the nut and collet assembly are put into the collet holder.
If you look closely, you'll notice that the collet nut isn't symmetrical — an area of the retaining ring is cut away. When the collet is correctly mounted in the nut, the collet is pushed forward and out of the collet holder taper while the nut is slightly loosened (which results in self-extraction).
NOTICE! If you don't install the collet in the order specified, there's a risk that the collet and/or nut could be damaged, and the collet's holding capacity could be reduced.
To install a tool in an ER collet spindle:
-
Hold the collet at an angle, and then insert it into the collet nut as shown in the following image.
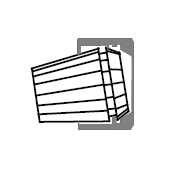
-
Tilt up the collet to snap it into place.
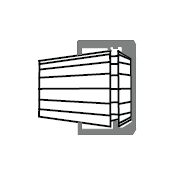
-
Loosely thread the nut on the spindle, insert the tool, and then tighten the collet.
Set Tool Length Offsets
Before running a G-code program, PathPilot must know the length of the tools that are required for the program. For more information on using tool length offsets, see "About Tool Offsets".
NOTE: You can import a .csv file with tool length offset data. For information, see Import and Export the Tool Table.
To set tool length offsets:
-
Verify that the machine is powered on and out of reset.
-
Put a tool into a tool holder, and set it aside to measure.
-
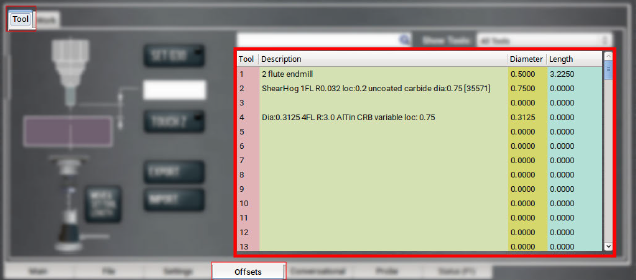
From the PathPilot interface, on the Offsets tab, verify that the Tool tab is selected.
-
Find the Tool Table window.
-
Depending on your workflow, you can measure your tools using any of the following methods:
-
Use an Electronic Tool Setter For information, see “Use an Electronic Tool Setter (ETS) to Measure Tools”.
-
Touch Off of a Known Reference Height For information, see "Touch Off the Tool Length Offsets".
About Tool Offsets
Tool offsets allow you to use various tools while still programming with respect to the workpiece. Tools can have different lengths (and, while using cutter radius compensation, different diameters).
The most common tool offset is the tool length offset: when you change tools, PathPilot must account for the difference in tool length. In CNC machines, the tool length offset is applied using a G43 command.
The tool length offset is the distance from the tip of the tool to the spindle nose. Because the ER20 collet spindle doesn't provide a repeatable tool length, the tool length must be measured every time that you remove a tool from the spindle. To speed up tool changes, we recommend using an Electronic Tool Setter (PN 31875) when measuring tool lengths.
Before you begin a G-code program, you must verify the lengths of the tools in the program, and make sure that the lengths agree with the tool length offsets set in PathPilot:
-
Each time you change tools, you must apply a new tool length offset in PathPilot.
-
Each time you replace a tool, you must remeasure its length, and apply a new tool length offset in PathPilot.
NOTICE! You must always verify that the physical length of a tool agrees with the tool length offset value set in PathPilot. If you don't, there's a risk that the tool length offset misrepresents the currently active tool in the spindle, which may result in a machine crash or damaged tooling, workpieces, or fixtures.
Touch Off the Tool Length Offsets
Touch off the tool length offsets by using a reference surface with a known height, which gives you a basis to measure any other tool lengths. Use any surface that is parallel (within 0.02 mm) to the machine table. For example:
-
Box parallel
There are two steps to touch off the tool offsets. Complete the following steps in the order listed:
Set a Known Reference Height
This procedure sets a new Z zero position for the currently selected work offset.
To set a known reference height:
-
Identify a precision surface to use as a reference surface (like a 1-2-3 Block Set), and put it below the spindle on the machine table. Verify that there's a clear path from the spindle to the machine table.
-
Set a new, unused work offset (like G55). From the PathPilot interface, on the Main tab, in the MDI Line DRO field, type a work offset. Then select the Enter key.
For information, see "Set Work Offsets". -
If there's already a tool in the spindle, remove it.
-
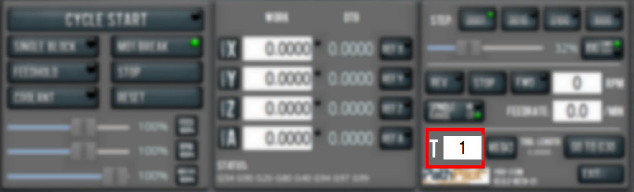
From the PathPilot interface, in the Tool DRO field, type 0. Then select the Enter key.
-
Slowly jog the Z-axis down (-Z) until it's 0.04 in. (1 mm) from the reference surface.
-
Measure the thickness of a piece of paper, and put the paper on the reference surface. Note the thickness of the paper for later.
-
While moving the paper back-and-forth across the reference surface, slowly step the Z-axis down (-Z) until you feel a light pull on the piece of paper. This indicates that the paper is contacting the spindle.
NOTE: It's easier to use step jogging for this task. For information on step jogging, see "About Step Jogging".
-
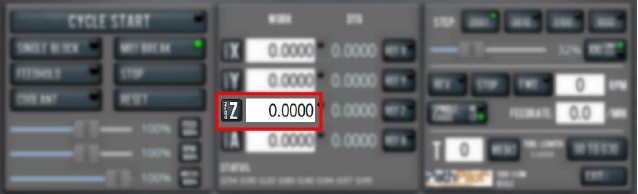
From the PathPilot interface, in the Z-axis work offset DRO field, type the thickness of the piece of paper. Then select the Enter key.
The reference surface is now set as the Z zero position in the current coordinate system.
-
To set the tool length offset, go to “Measure Tools Using a Known Reference Height”.
Measure Tools Using a Known Reference Height
This procedure sets the tool length offset using a known reference height. If you have not yet done so, you must first set the Z zero position; go to Set a Known Reference Height.
To measure tools using a known reference height:
-
Verify that the reference surface is still on the machine table with the piece of paper.
-
From the PathPilot interface, on the Offsets tab, find an unused tool number in the Tool Table window. Then, type a description for the tool you're measuring.
-
Put the tool holder into the spindle.
-
From the PathPilot interface, in the Tool DRO field, type the number of the tool. Then select the Enter key.
-
Slowly jog the Z-axis down (-Z) until it is 0.04 in. (1 mm) from the reference surface.
-
Continue to slowly jog the Z-axis while slowly moving the piece of paper back-and-forth on the reference surface.
-
Stop jogging the Z-axis when you feel a light pull on the piece of paper, which indicates that it is in contact with the tool.
-
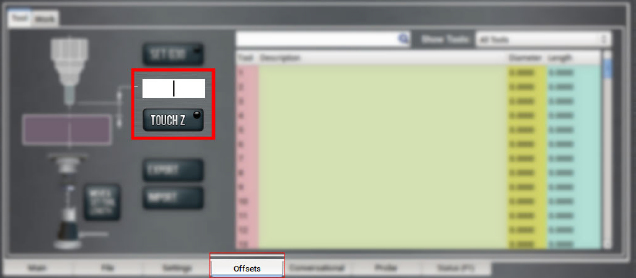
From the PathPilot interface, on the Offsets tab, in the Tool Table, select the tool for which you previously wrote a description.
-
In the Touch Z DRO field, type the thickness of the piece of paper. Then select the Enter key.
-
Select Touch Z.
The length of the tool is stored in the Tool Table window. -
From the Tool Table window, in the Length column, verify that the length of the tool is correct.
-
In the Diameter column, type the diameter of the tool. Then select the Enter key.
-
Jog the Z-axis up (+Z).
You've completed the procedure to measure a tool offset. Repeat this procedure for any remaining tooling you have. Once you're done adding tool length offsets, switch back to your work coordinate system.
Use an Electronic Tool Setter (ETS) to Measure Tools
An Electronic Tool Setter (PN 31875) is a device used to measure the length of a cutting tool.
There are two steps to use an ETS. Complete the following steps in the order listed:
Set up the Electronic Tool Setter (ETS)
There are three steps to set up the ETS. Complete the following steps in the order listed:
Set the ETS Height
Before you begin to use the ETS, you must first use the PathPilot interface to set its work offset.
To set the ETS height:
-
Set a new Z zero position for the currently selected work offset.
For information, see “Set a Known Reference Height”. -
Put the ETS on the known reference height (from Step 1).
-
Jog the spindle until it's over the ETS.
-
From the PathPilot interface, on the Probe tab, select the ETS Setup tab. Then find the ETS Work Offset Setup group, and select Move & Set ETS Height.
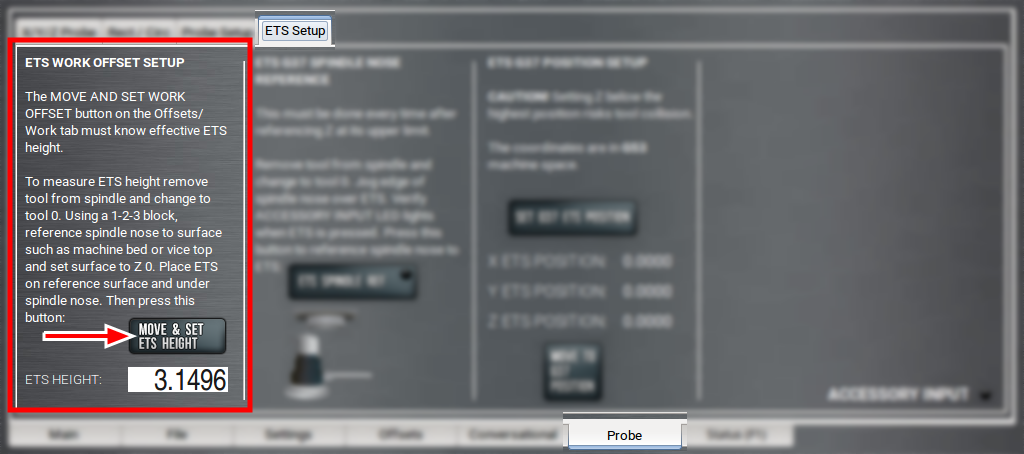
The Z-axis moves down (-Z) until the spindle nose contacts and triggers the ETS.
-
In the ETS Height DRO field, verify that the length of the ETS updated.
Reference the Spindle Nose
NOTE: You must repeat this procedure after each time that you reference the Z-axis.
-
Identify a home location for your ETS. You can use anywhere within the machine's area of travel as the home location, so long as you can center the spindle above the ETS.
Tip! We recommend putting the ETS toward the Y+ end of travel (where it's outside of the 2 ft × 4 ft standard work envelope, and on the surface of the vacuum table). For information, see ETS Placement Layout.
-
Remove the collet nut and the tool from the spindle.
-
From the PathPilot interface, in the Tool DRO field, type 0. Then select the Enter key.
-
Jog the spindle until it's over the ETS. Then, slowly jog the Z-axis down (-Z) toward the contact pad on the ETS.
-
From the PathPilot interface, on the ETS Setup tab, find the ETS G37 Spindle Nose Reference section, and select ETS Spindle Ref.
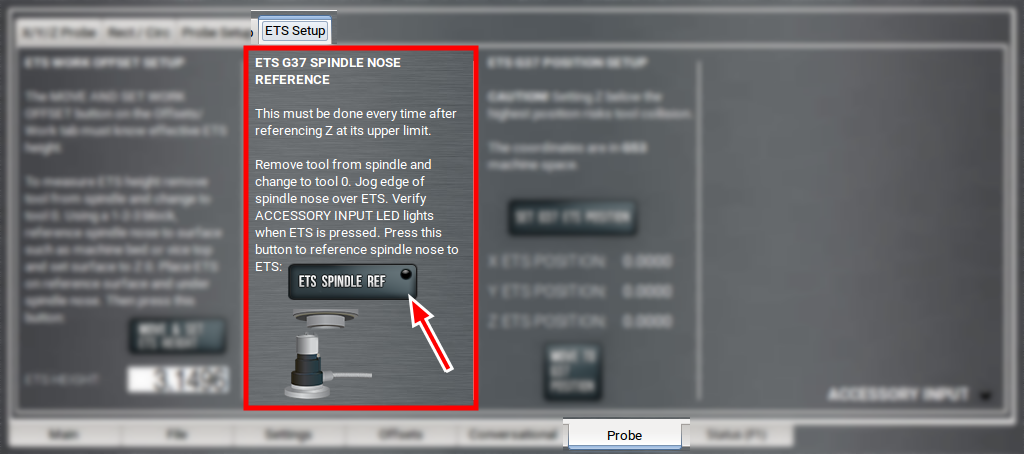
The Z-axis moves down (-Z) until the spindle nose contacts and triggers the ETS.
The spindle nose is now referenced to the ETS.
Set the G37 Position
-
Remove the collet nut and the tool from the spindle.
-
From the PathPilot interface, in the Tool DRO field, type 0. Then select the Enter key.
-
Jog the spindle until it's over the ETS, and center the spindle over its contact pad.
-
Jog the Z-axis up (+Z) until it's at a safe clearance height for your longest tool.
NOTICE! If the Z-axis is set below the highest position, there's a risk of tool collision.
-
From the PathPilot interface, on the ETS Setup tab, find the ETS G37 Position Setup group, and select Set G37 ETS Position.
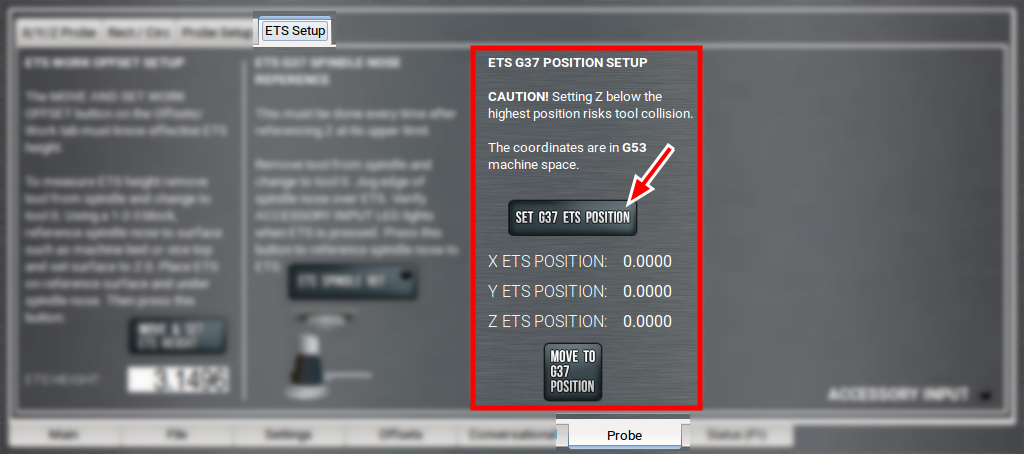
The G37 position is now set.
-
Verify that the X, Y, and Z ETS position displayed in their DRO fields are accurate.
NOTE: The values displayed in these DRO fields are in G53.
Measure Tools Using an Electronic Tool Setter (ETS)
Depending on your workflow, do one of the following:
Manually Measure Tool Lengths (with PathPilot)
-
Plug in the ETS to the Accessory 2 port.
-
Set up the ETS.
For information, see "Set up the Electronic Tool Setter (ETS)". -
Put the ETS in its home position (that you determined in "Set up the Electronic Tool Setter (ETS)").
-
From the PathPilot interface, on the Offsets tab, in the Tool Table window, in the Description column, type a description for the tool.
-
In the Diameter column, type the diameter of the tool. Then select the Enter key.
-
Install a tool into the spindle.
-
From the PathPilot interface, type the tool number in the Tool DRO field. Then select the Enter key.
-
On the Offsets tab, find the Move and Set Tool Length button and the Z only checkbox. Verify that the checkbox is cleared, and then select Move and Set Tool Length.
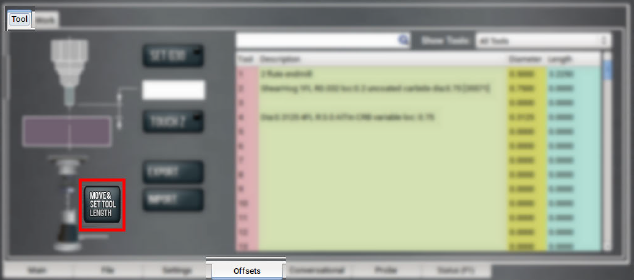
NOTE: You should only use the Z only checkbox to manually measure tools with a larger diameter. When it's selected, the machine doesn't go to the G37 position — instead, it just moves straight down (Z-) to measure the tool.
The machine moves to the G37 position and measures the tool with the ETS.
NOTE: Regardless of the initial feed rate, the final touch off feed rate while using an ETS is 2-1/2 in. per minute (IPM).
-
From the Tool Table window, in the Length column, verify that the length of the tool is correct.
Automatically Measure Tool Lengths (with G37)
We recommend using the G37 G-code command to measure tools. This method simplifies the tool measurement procedure — you're letting the machine do the work for you — but it also increases tool length accuracy and reduces tool change times in multi-tool programs.
Depending on your workflow, do one of the following:
-
Use G37 in the MDI Line DRO Field
-
Set up the ETS.
For information, see "Set up the Electronic Tool Setter (ETS)". -
Put the ETS in its home position (that you determined in "Set up the Electronic Tool Setter (ETS)").
-
Put a tool into the spindle and tighten the collet nut.
-
From the PathPilot interface, in the MDI Line DRO field, type G37. Then select the Enter key.
The spindle moves to the ETS position, measures the length of the tool, and applies that length to the currently selected tool in the tool offsets table.
-
Use G37 in a G-Code Program
-
Set up the ETS.
For information, see "Set up the Electronic Tool Setter (ETS)". -
From the PathPilot interface, load a G-code program with a G37 command.
-
Select Cycle Start.
When the program reaches the G37 command, the machine moves to the ETS and measures the length of the tool.
For information, see “Programming”.
Set Work Offsets
To set the current axis location to zero in the active work coordinate system:
-
Select Zero [Axis].
To change work offsets:
-
On the Main tab, in the MDI Line DRO field, type the new work offset to activate (for example, G55). Then select the Enter key.
-
The new work offset displays in the following locations in the PathPilot interface:
-
The Status read-only DRO field.
-
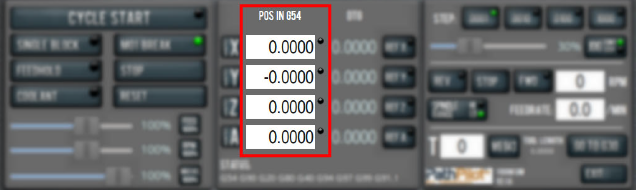
Above the Work Offset DRO fields.
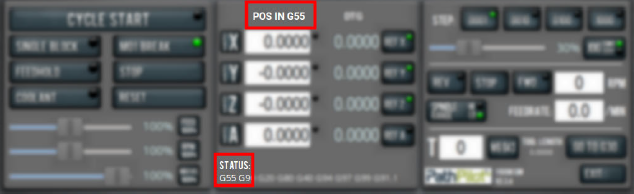
NOTE: The values in the Work Offset DRO fields update to indicate the new location of each axis in the new work offset.
For more information on using work offsets, see "About Work Offsets".
Set the Z-Axis Work Offset with an Electronic Tool Setter (ETS)
-
Set up the ETS.
For information, see "Set up the Electronic Tool Setter (ETS)". -
Install a tool into the spindle.
For information, see “Install a Tool in an ER Collet Tool Holder Spindle”. -
Use the ETS to measure the length of the tool in the spindle.
For information, see "Set Tool Length Offsets". -
Put the ETS on the surface that you want to set as Z zero.
-
Jog the spindle until the tool is centered over the ETS.
-
From the PathPilot interface, on the Offsets tab, on the Work tab, select Move and Set Work Offset.
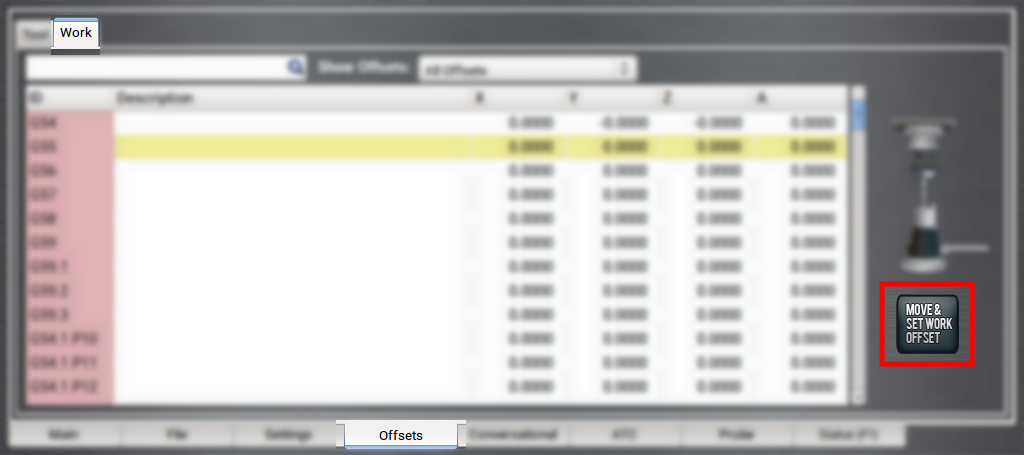
The machine moves down (-Z) until the tool contacts the ETS. The Z-axis offset updates for the current work offset.
About Work Offsets
Work offsets allow you to think in terms of X, Y, and Z coordinates with respect to the part, rather than thinking of them with respect to the machine position. This means that you can jog the machine to an arbitrary location (like the end of a workpiece) and call that location zero.
You can save up to 500 work offsets in PathPilot. The naming structure varies based on the offset number, as detailed in the following table.
|
Work Offset Naming |
||
|
Offsets 1-9 (Use either name) |
||
|
Offset |
Extended Name |
Name |
|
1 |
G54.1 P1 |
G54 |
|
2 |
G54.1 P2 |
G55 |
|
3 |
G54.1 P3 |
G56 |
|
4 |
G54.1 P4 |
G57 |
|
5 |
G54.1 P5 |
G58 |
|
6 |
G54.1 P6 |
G59 |
|
7 |
G54.1 P7 |
G59.1 |
|
8 |
G54.1 P8 |
G59.2 |
|
9 |
G54.1 P9 |
G59.3 |
|
Offsets 10-500 (Use extended name) |
||
|
Offset |
Extended Name |
Name |
|
10 |
G54.1 P10 |
Not used |
|
11 |
G54.1 P11 |
Not used |
|
... |
||
|
499 |
G54.1 P499 |
Not used |
|
500 |
G54.1 P500 |
Not used |
Looking for more information?
This is a section of the 24R operator's manual. To view the whole manual, go to Tormach document UM10564.
If you have additional questions, we can help. Create a support ticket with Tormach Technical Support at tormach.com/how-to-submit-a-support-ticket for guidance on how to proceed.