Background
This 9 step document will help you isolate the cause of your lost motion. Follow the tests in order, and make sure each passes, before continuing on.
Tools
-
Dial Travel Indicator with Mag Base
-
Allen Wrenches
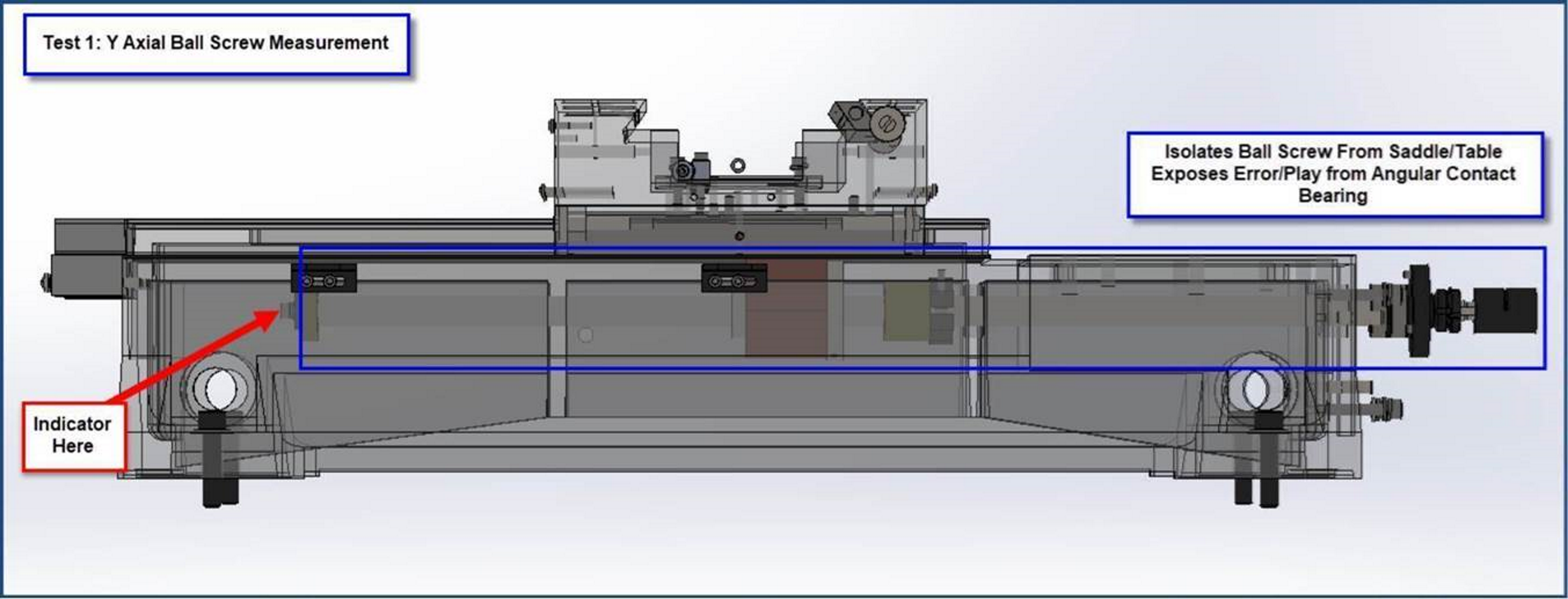
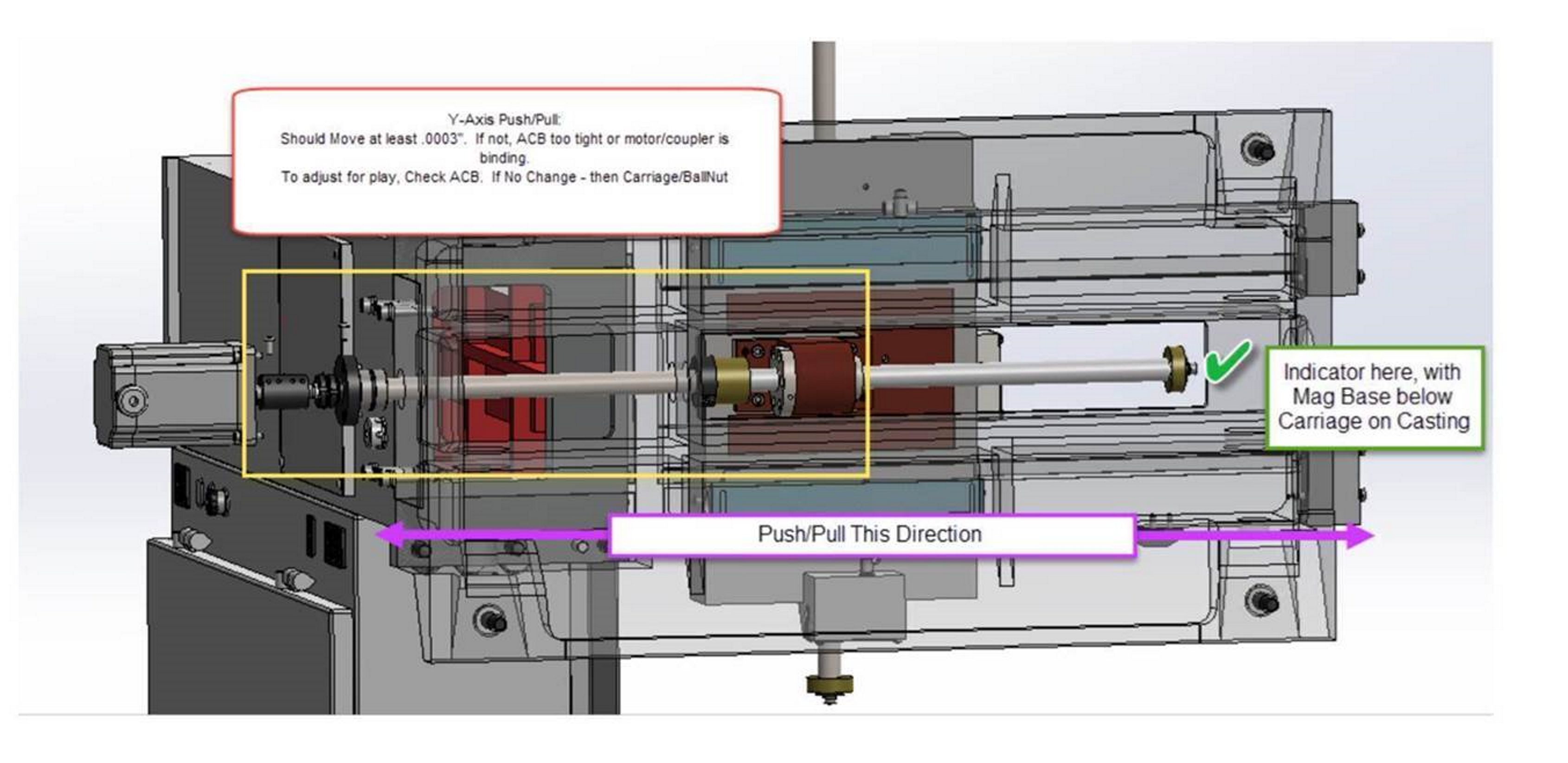
Test 1 - Y Axis Ball Screw Axial Test
Angular Contact Bearing Adjustment Procedure then proceed to Test 2.)
If motion is at .0003, proceed to Test 2
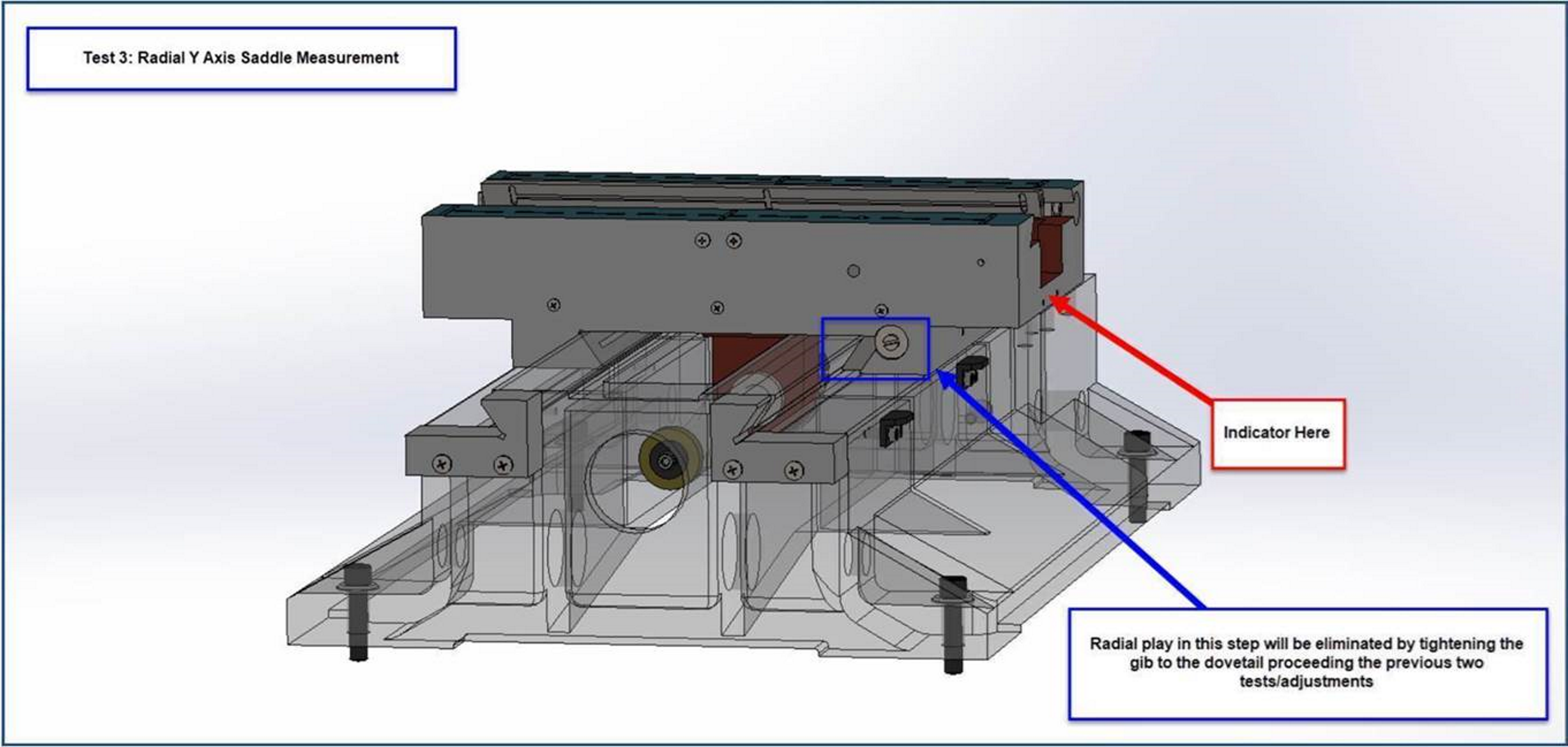
Test 2 - Y Axial Casting Measurement
Gib adjustment procedure to get to the .0007 – .001” range. (Accumulative/Stacked Tolerance is factored in here - assuming .0005” per previous two steps.)
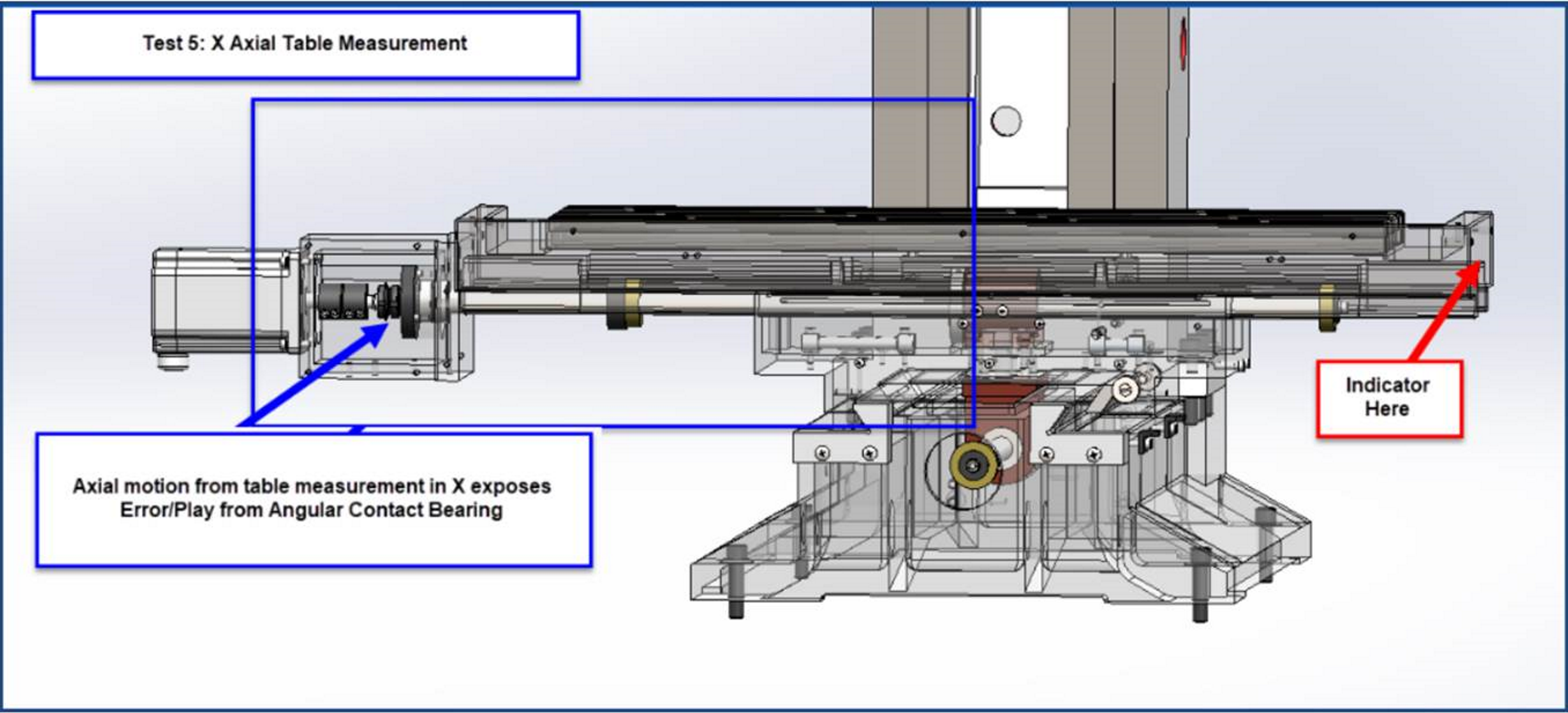
Test 4 - X Axial Ball Screw Measurement
Angular Contact Bearing Adjustment Procedure then proceed to Test 6.)
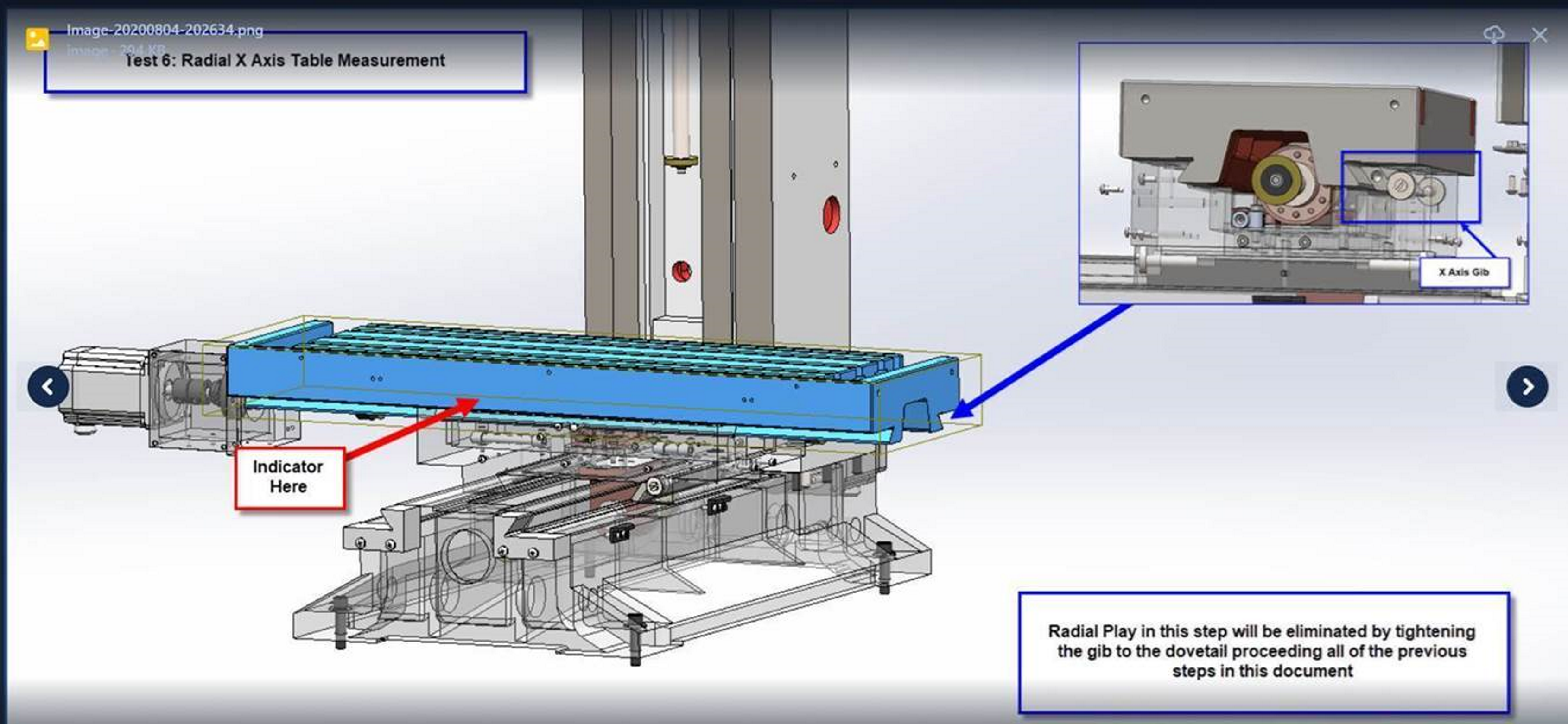
Test 6 - Radial X Axis Table Measurement
Gib adjustment procedure to get to the .0007 – .001” range. (Accumulative/Stacked Tolerance is factored in here - assuming .0005” per previous two steps.)
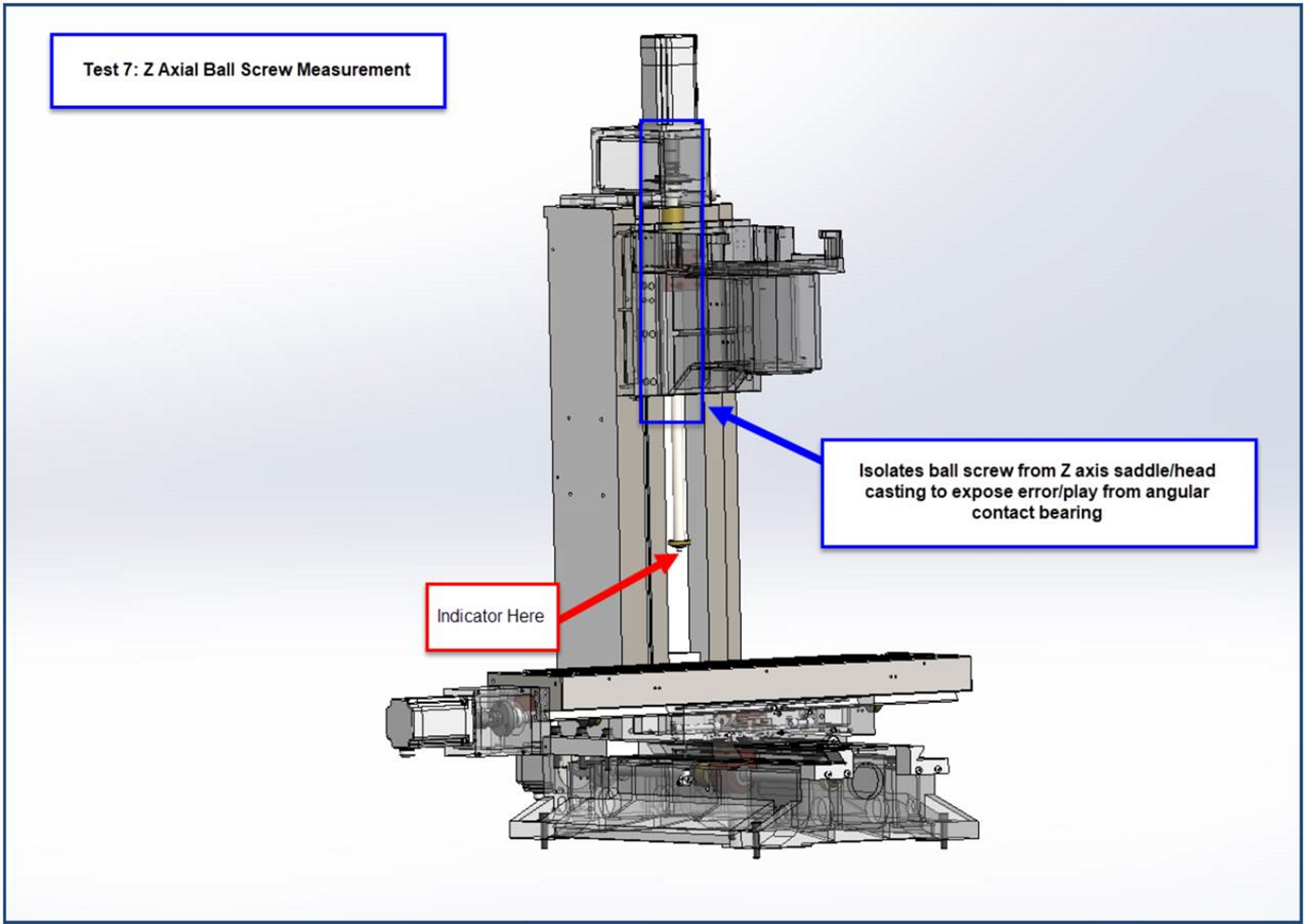
Test 7 - Z Axis Ball Screw Axial Test
Angular Contact Bearing Adjustment Procedure then proceed to Test 8.)
If motion is at .0003, proceed to Test 8.
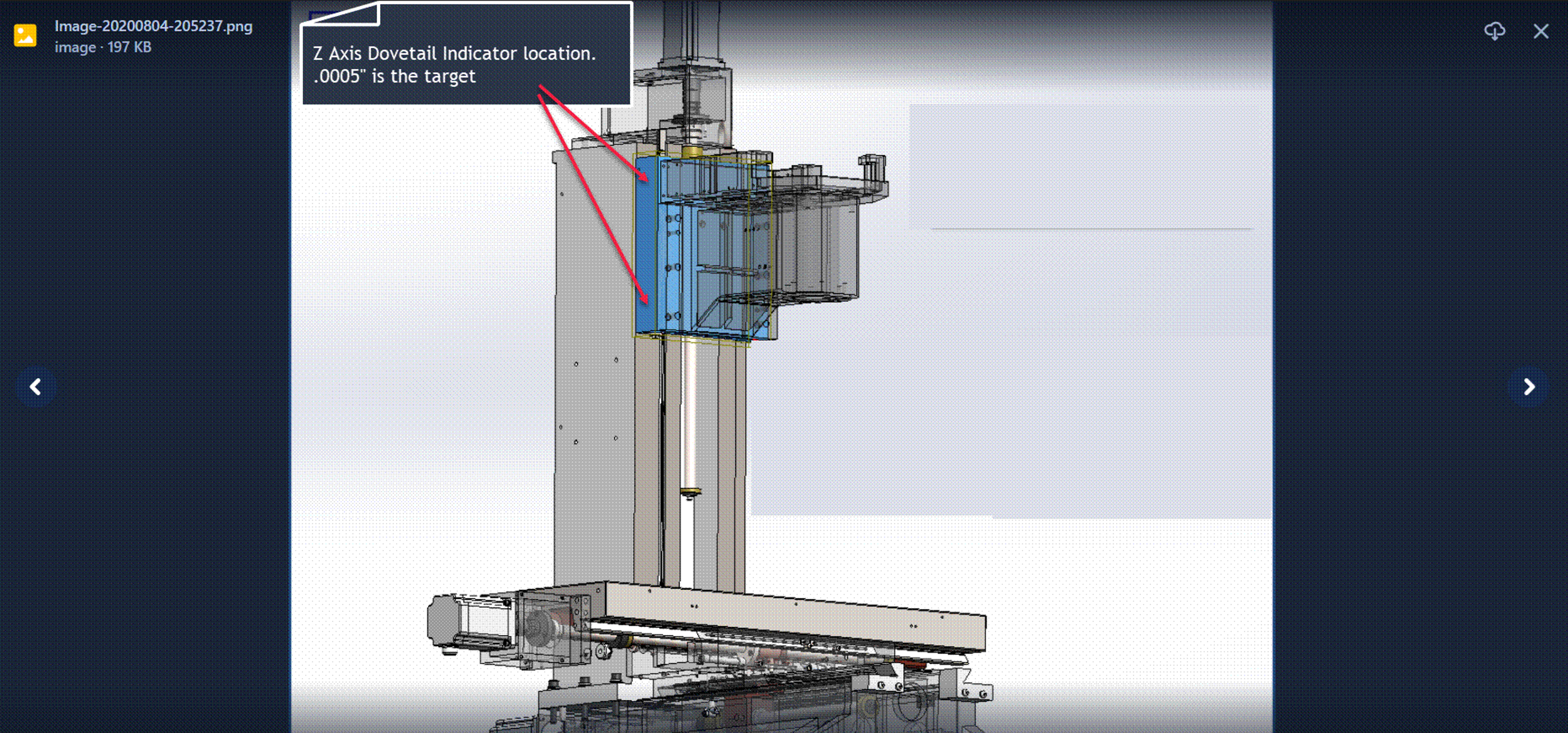
Test 8 - Z Axis Casting Axial Test
Gib adjustment procedure to get to the .0007 – .001” range. (Accumulative/Stacked Tolerance is factored in here - assuming .0005” per previous two steps.)
Test 9 - Radial Play in Z Axis Saddle
Move Indicator to spindle head and rock. Follow Gib adjustment procedure to get to the .0007 – .001” range. (Accumulative/Stacked Tolerance is factored in here - assuming .0005” per previous two steps.)